
A submersible pump is not a simple underwater motor; it is a hermetically sealed engineering system where a single seal failure can compromise an entire industrial operation. With the global market for these systems reaching a projected 19.20 billion dollars in 2026, selecting the right submersible pump water solution is now a matter of regulatory compliance and operational survival. You likely understand that deep-site dewatering and corrosive fluid management require more than standard hardware. Frequent seal leaks and inadequate head pressure are not just inconveniences; they are systemic failures that stall global projects and inflate maintenance costs.
This guide ensures you master the technical specifications and selection criteria for heavy-duty pumps in demanding environments. You'll learn to identify the correct pump metallurgy for specific fluids and understand the cooling mechanisms that prevent critical downtime. We provide a detailed look at how the 2026 EPA Multi-Sector General Permit (MSGP) and new PFAS monitoring requirements are reshaping pump design. From smart sensor integration to sourcing reliable components like Goulds Water Technology pumps, this overview prepares you to manage the most complex industrial water challenges.
Key Takeaways
- Understand the core mechanics of hermetically sealed assemblies and how centrifugal force drives efficient fluid displacement in industrial environments.
- Identify critical engineering features, such as double mechanical seals and liquid-cooled heat sinks, required for a reliable submersible pump water solution in demanding sites.
- Master technical selection metrics by matching vertical head pressure and GPM flow rates to the specific hydraulic demands of deep-well or mining applications.
- Execute precise maintenance protocols, including cable insulation testing and rotation verification, to ensure long-term stability in remote global deployments.
- Learn how to integrate Goulds Water Technology pumps with containerized reverse osmosis systems to create high-purity industrial water treatment plants.
What is an Industrial Submersible Pump for Water Management?
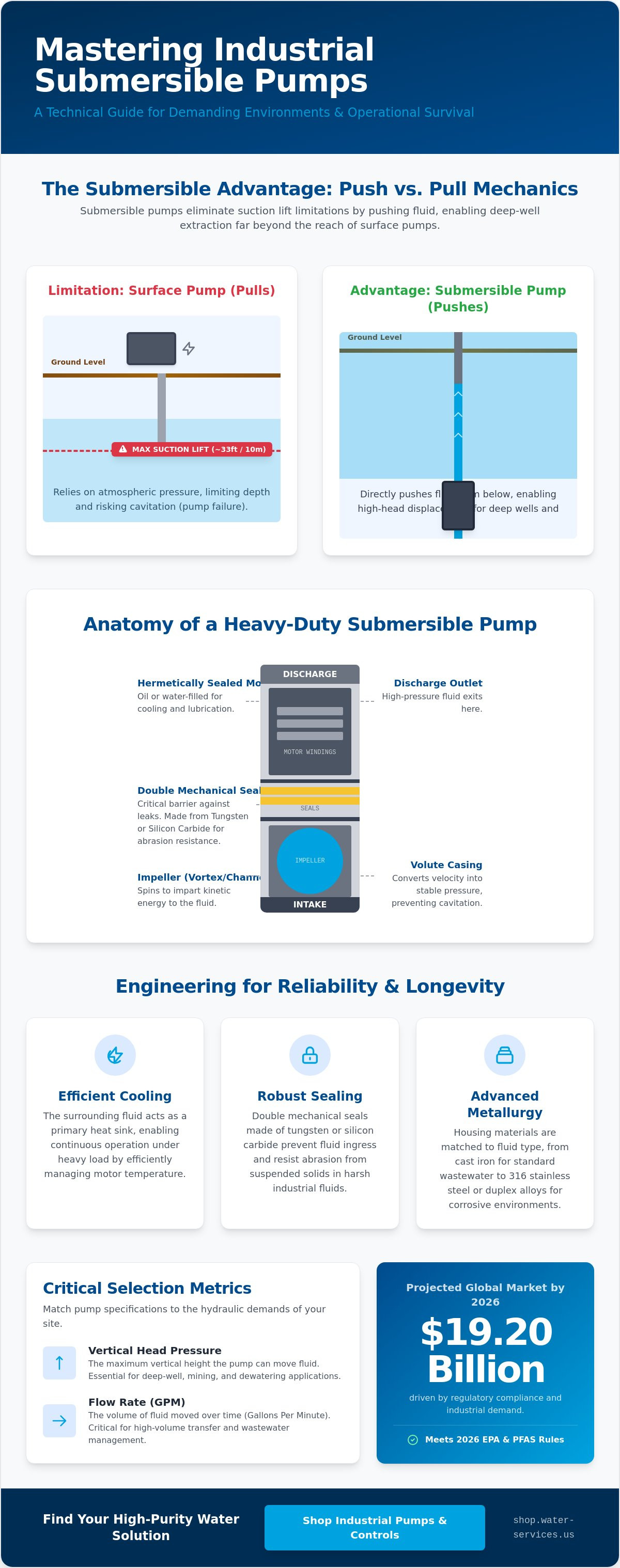
An industrial submersible pump water solution consists of a motor and pump assembly hermetically sealed for continuous liquid immersion. Unlike surface-mounted units that sit adjacent to a fluid source, these systems operate directly within the medium they displace. This Submersible pump overview highlights how the integration of the motor and pump body eliminates the need for long drive shafts or external priming systems. In demanding 2026 industrial environments, these units are essential for mining dewatering, municipal wastewater management, and remote process water intake where reliability in harsh conditions is non-negotiable.
The core mechanism relies on centrifugal force. As the internal motor spins, it drives an impeller that imparts kinetic energy to the water. This energy forces the fluid into a discharge pipe, moving it vertically or horizontally across the site. For heavy-duty applications, engineers often specify Goulds Water Technology pumps because they handle the mechanical stress of high-head displacement without the cavitation risks associated with surface suction. It's a system designed for efficiency and durability in locations where equipment access is limited.
Efficiency in water management is defined by the "push" versus "pull" advantage. Surface pumps rely on atmospheric pressure to pull water up to the intake, a process limited by a theoretical maximum suction lift of approximately 33 feet. Submersible units push water from the bottom. This eliminates the suction lift bottleneck, allowing for deep-well extraction and high-pressure discharge that surface pumps cannot match. It's a more energy-efficient method for moving large volumes of fluid across significant elevations.
The Anatomy of a Submersible Unit
Industrial units feature hermetically sealed motor compartments to prevent fluid ingress. These compartments are typically oil-filled or water-filled to provide cooling and lubrication for the bearings. The seal system is the most critical component. High-performance models utilize double mechanical seals made from tungsten carbide or silicon carbide. These materials offer the hardness required to resist abrasion from suspended solids. Impeller design also varies by application. Vortex impellers are used for fluids with high solid concentrations to prevent clogging, while channel impellers are selected for maximum hydraulic efficiency in clear water applications.
Centrifugal Force in Submerged Environments
The rotating impeller creates high-velocity kinetic energy that the volute casing converts into pressure. This conversion is vital for achieving the high head pressures required in industrial sites. One major benefit of the submerged design is the management of Net Positive Suction Head (NPSH). Because the pump is already underwater, the available NPSH is almost always higher than the required NPSH. This prevents cavitation, a common cause of pump failure in surface-mounted systems. Proper volute design ensures that velocity is efficiently transitioned into pressure, maintaining steady flow rates even as head requirements fluctuate.
Engineering for Reliability: Cooling, Sealing, and Protection
Reliability in heavy-duty water displacement relies on the integrity of the motor housing and its ability to shed heat under continuous load. A submersible pump water system uses the surrounding fluid as a primary heat sink. This direct contact allows for efficient thermal management, but it also necessitates precise metallurgy selection to prevent housing degradation. For standard wastewater, cast iron is often sufficient. When dealing with corrosive process water or high-chloride environments, 316 stainless steel or duplex alloys are required to maintain structural integrity. You can review strategies for Improving Pumping System Performance to see how material selection impacts long-term lifecycle costs.
Integrating moisture and thermal sensors into electric power controls creates an early warning system that prevents catastrophic motor failure. These sensors detect initial seal breaches or overheating before the equipment sustains permanent damage. For projects requiring high-spec hardware, browsing industrial submersible pumps ensures you find units equipped with these critical protection features. This proactive approach to engineering reduces the risk of unplanned downtime in remote or deep-site operations.
Motor Cooling Strategies
Industrial motors are typically either oil-filled or water-filled. Oil-filled designs provide superior lubrication for bearings and excellent heat dissipation in deep-well applications. Water-filled motors utilize a water-glycol mixture, making them the preferred choice for applications where oil leakage could contaminate the fluid source. Running dry remains the most common cause of motor burnout. Automatic float switches or ultrasonic level sensors must be used to ensure the pump deactivates before the fluid level drops below the minimum cooling height. Thermal overload protection must comply with NEMA MG-1 standards to ensure the motor automatically disconnects from the power source when internal temperatures exceed the insulation's rated limit.
Advanced Sealing Technologies
The tandem mechanical seal arrangement is the industrial standard for preventing motor contamination. This configuration places two seals in a series within an oil-filled chamber. If the primary outer seal fails due to abrasive wear, the secondary inner seal acts as a fail-safe barrier. Seal chamber monitoring utilizes moisture probes to detect liquid ingress into the oil buffer zone. This data allows maintenance teams to schedule repairs during planned shutdowns rather than reacting to an emergency failure. In slurry-heavy water, using hardened face materials like silicon carbide or tungsten carbide is essential to resist the grinding action of suspended solids. These technologies ensure the pump remains operational in the most demanding 2026 industrial environments.
Industrial vs. Utility: Selecting for Head, Flow, and Fluid
Selecting a submersible pump water solution requires a technical departure from standard utility metrics. While consumer-grade pumps often focus on Gallons Per Hour (GPH) for shallow drainage, industrial engineering prioritizes Total Dynamic Head (TDH) and Gallons Per Minute (GPM). In mining and deep-well operations, vertical lift is the most critical metric. A pump must overcome both the gravitational weight of the water column and the friction within the discharge piping. If a pump's shut-off head is too low, fluid movement ceases entirely regardless of motor horsepower. You won't find this level of performance in standard utility units designed for surface-level pool drainage.
Fluid density and viscosity further complicate the selection process. Moving brackish water requires different torque profiles than moving heavy wastewater or industrial effluent. As fluid density increases, the motor load rises proportionally. Engineers should refer to our 3 HP Industrial Pump and Motor Selection Guide to match specific power requirements with intended fluid types. Failure to account for these variables leads to premature motor burnout and seal degradation. It's essential to match the pump metallurgy and impeller type to the specific chemical composition of the fluid to ensure long-term reliability.
Calculating Total Dynamic Head (TDH)
TDH is the sum of static head and friction loss. Static head represents the vertical distance from the water surface to the discharge point. Friction loss accounts for the resistance within the pipes, valves, and fittings. Smaller pipe diameters significantly increase friction, requiring more energy to maintain flow. Using a water flow meter gpm allows site managers to verify real-world output against the pump's theoretical performance curve. This data is essential for optimizing system efficiency and identifying blockages before they cause mechanical stress. Precise calculation ensures the motor operates within its preferred operating range (POR).
Categorizing Submersible Types
Industrial pumps are categorized by their ability to handle solids and abrasive materials. Selecting the wrong category often leads to immediate clogging or catastrophic impeller wear.
- Dewatering pumps: These units move high volumes of clean or slightly dirty water. They're ideal for construction sites and mine pits where fluid doesn't contain large debris.
- Sewage and trash pumps: Designed with recessed impellers, these pumps handle large solids and fibrous materials without clogging. They're the standard for municipal and industrial wastewater management.
- Slurry pumps: These are heavy-duty units engineered for high-density, abrasive fluids. They feature reinforced volutes and impellers to withstand the constant grinding of mining bypass and industrial tailings.
Maintenance and Installation in Remote Industrial Sites
Installing a submersible pump water system in remote industrial locations requires rigorous pre-deployment verification to avoid costly retrieval. Field technicians must conduct cable insulation resistance tests using a megohmmeter before the unit enters the fluid. Rotation verification is equally critical. Three-phase motors can run backward if wired incorrectly, which leads to significantly reduced hydraulic performance and potential mechanical damage. In high-pressure environments, technicians must utilize proper personal protective equipment (PPE) during system servicing to mitigate risks from pressurized discharge lines and electrical hazards.
Routine maintenance intervals are dictated by the severity of the climate and fluid composition. In harsh environments, checking oil levels and seal integrity every 2,000 to 3,000 operating hours is a standard industrial benchmark. Logistical planning for replacement parts is a major challenge for international projects in regions like Africa or the Middle East. Maintaining a local inventory of critical components, such as mechanical seals and O-rings, prevents month-long shutdowns caused by international shipping delays. Sourcing parts from a supplier with global logistical competence is vital for project continuity.
Installation Best Practices
Proper cable support prevents mechanical strain on the hermetic seal entry point. Cables should be secured with stainless steel mesh grips or clamps rather than being allowed to hang freely. The control panel serves as the primary defense against phase loss, voltage spikes, and dry-run conditions. A check valve is mandatory in high-head submersible installations to prevent the entire water column from crashing back into the pump and causing water hammer when the motor stops. For specialized guidance on waste-handling units, refer to our guide on submersible sewage pumps.
Remote Site Troubleshooting
Common failure modes include clogging from debris, seal breaches, and motor burnout from overheating. If a pump fails to start, technicians should first verify power supply integrity at the control panel before attempting retrieval. A sudden drop in GPM often indicates a partially blocked impeller or a worn wear ring. For global industrial projects, sourcing reliable hardware from established manufacturers is the most effective way to reduce field failures. You can buy industrial submersible pumps through our international distribution network to ensure equipment stability in remote operations.
Integrating Pumps into Global Water Treatment Systems
A submersible pump water assembly serves as the critical intake interface for larger industrial water treatment systems. It's the first stage in a high-purity process. These pumps provide the necessary pressure to push raw water through multimedia filter tanks and into membrane-based systems. In modular environments, such as containerized reverse osmosis plants, the pump must deliver a consistent flow rate to ensure optimal membrane performance. This synergy between intake hardware and treatment modules is essential for maintaining system pressure across global industrial sites.
Modular design is increasingly important for emergency site needs. Mobile ultrafiltration systems and containerized RO units often rely on portable pumping stations to manage fluctuating water demands. These mobile configurations allow for rapid deployment in remote regions where permanent infrastructure isn't feasible. Partnering with Water Services, Inc. provides access to custom-engineered water infrastructure designed for international logistical challenges. We specialize in integrating high-performance pumps with advanced filtration to create stable, high-purity water sources in any environment.
The Goulds Water Technology Advantage
Goulds is the preferred brand for industrial reliability due to its extensive parts availability and robust engineering. The Goulds Pump Collection includes models specifically designed for the mechanical stresses of continuous industrial duty. These units feature high-efficiency motors that reduce the operational cost of large-scale treatment plants. Technical support for custom system integration ensures that the pump's hydraulic curve matches the specific requirements of the downstream treatment hardware. This precision prevents cavitation and energy waste in complex global installations.
Case Study: Remote Mining Dewatering
Remote mining operations face strict requirements for mining wastewater treatment. High-head submersible pump water solutions are required to move raw pit water to surface-level treatment facilities. These pumps ensure site safety by preventing flooding while maintaining environmental compliance. The transition from raw water intake to purified process water involves multiple stages of filtration and chemical dosing. High-performance submersibles provide the initial velocity required to feed these systems, ensuring that resource recovery and compliance goals are met without mechanical interruption.
Optimizing Industrial Fluid Management for 2026 and Beyond
Mastering industrial fluid displacement requires a focus on hermetic integrity and precise hydraulic calculations. The transition from raw intake to purified process water depends on the synergy between robust hardware and advanced treatment modules. Selecting the correct submersible pump water solution ensures your operation meets strict 2026 regulatory standards while minimizing unplanned downtime. It's essential to choose metallurgy and sealing systems that match your specific fluid density and vertical lift requirements to prevent premature mechanical failure.
Water Services, Inc. has provided global engineering and installation support since 1994. As an authorized Goulds Water Technology distributor, we specialize in delivering technical solutions for the most demanding sectors, including mining, military, and oil and gas operations. Our expertise ensures your pumping systems are integrated seamlessly into comprehensive water treatment infrastructures. Browse our selection of Goulds Water Technology Submersible Pumps to find the exact specifications for your next project. Secure your industrial water future with hardware built for durability and precision.
Frequently Asked Questions
How deep can a submersible water pump be placed?
The maximum immersion depth for a submersible pump water assembly is determined by the mechanical seal pressure rating and the length of the waterproof power cable. Industrial grade units, such as those from Goulds Water Technology, are often engineered for depths exceeding 500 feet. Always verify the maximum submergence depth on the manufacturer’s technical data sheet to prevent housing collapse or seal failure under extreme hydrostatic pressure in deep well applications.
What is the difference between a sump pump and a submersible pump?
A sump pump is a specialized type of submersible pump designed for intermittent, low-head drainage in residential or light commercial applications. Industrial submersible pumps feature robust metallurgy and higher horsepower motors for continuous duty in mining or wastewater. While both operate underwater, industrial units are built to handle higher Total Dynamic Head and significant solid concentrations that would cause a standard sump pump to fail prematurely.
Can a submersible pump run 24/7 in an industrial setting?
Industrial submersible pumps are engineered for continuous S1 duty cycles provided they remain fully submerged for thermal management. The surrounding fluid acts as a heat sink to dissipate motor heat. If the pump is rated for continuous operation, it can run 24/7 in industrial environments like mining pits or process water intakes. You must ensure the fluid level never drops below the motor housing to prevent overheating and winding damage.
How do I prevent my submersible pump from clogging in dirty water?
Preventing clogs requires matching the impeller design to the solid concentration of the fluid. Vortex or recessed impellers allow large debris to pass through the volute without contacting the rotating vanes. Installing a stainless steel suction strainer also blocks oversized particles from entering the intake. For high-solid applications, selecting a trash-handling submersible pump water unit ensures fibrous materials and solids move through the discharge line without causing mechanical blockages.
What power supply is required for a 3 HP industrial submersible pump?
A 3 HP industrial submersible pump typically requires a three-phase power supply at 230V or 460V to ensure efficient motor torque and longevity. While single-phase models exist, three-phase power is preferred in industrial settings for its ability to start under load without high-current surges. The control panel must include phase loss protection and a correctly sized circuit breaker to protect the hermetically sealed motor from electrical fluctuations.
How long do industrial submersible pumps typically last?
The operational lifespan of an industrial submersible pump ranges from 8 to 15 years depending on fluid abrasiveness and maintenance frequency. Units operating in clear water environments generally reach the upper end of this range. In abrasive slurry or corrosive mining applications, the lifespan may decrease significantly without regular seal inspections and wear ring replacements. Utilizing high-grade metallurgy like 316 stainless steel extends the service life in demanding chemical environments.
What happens if a submersible pump runs dry?
Running dry causes rapid heat accumulation because the motor loses its primary cooling medium. This leads to catastrophic failure of the mechanical seals and eventual motor winding burnout. Most industrial systems utilize Walchem controllers or float switches to deactivate the pump before the fluid level drops too low. Once the seals are heat-damaged, fluid ingress into the motor compartment is inevitable during the next submerged cycle.
Can I use a submersible pump for brackish or salt water?
You can use submersible pumps for brackish or salt water if the unit is constructed from corrosion-resistant materials like 316 stainless steel or duplex alloys. Standard cast iron pumps will suffer from rapid galvanic corrosion and pitting in high-chloride environments. It's also necessary to use specialized mechanical seals with Viton elastomers and silicon carbide faces to withstand the chemical aggression of saline fluids in coastal or industrial process sites.
0 comentarios