
With the wastewater treatment and reuse sector projected to hold a 41.3% market share in 2026, the margin for error in selecting high-capacity reverse osmosis systems has effectively disappeared. You're likely aware that standard off-the-shelf commercial units often struggle with the harsh fouling environments found in mining or remote industrial sites. High reject water ratios and frequent membrane replacements are operational burdens that directly impact your bottom line under the latest 2026 EPA and EU PFAS discharge regulations.
This guide will help you navigate the technical complexities of membrane chemistry and system modularity to ensure your facility maintains reliable TDS reduction. You'll learn how to evaluate FilmTec and Hydranautics membranes based on specific feed water metrics and fouling resistance. We'll also examine how to configure containerized plants for 24/7 operation while optimizing your permeate recovery rates. This technical overview provides the exact data points required to move beyond basic GPD ratings and select a configuration built for industrial durability.
Key Takeaways
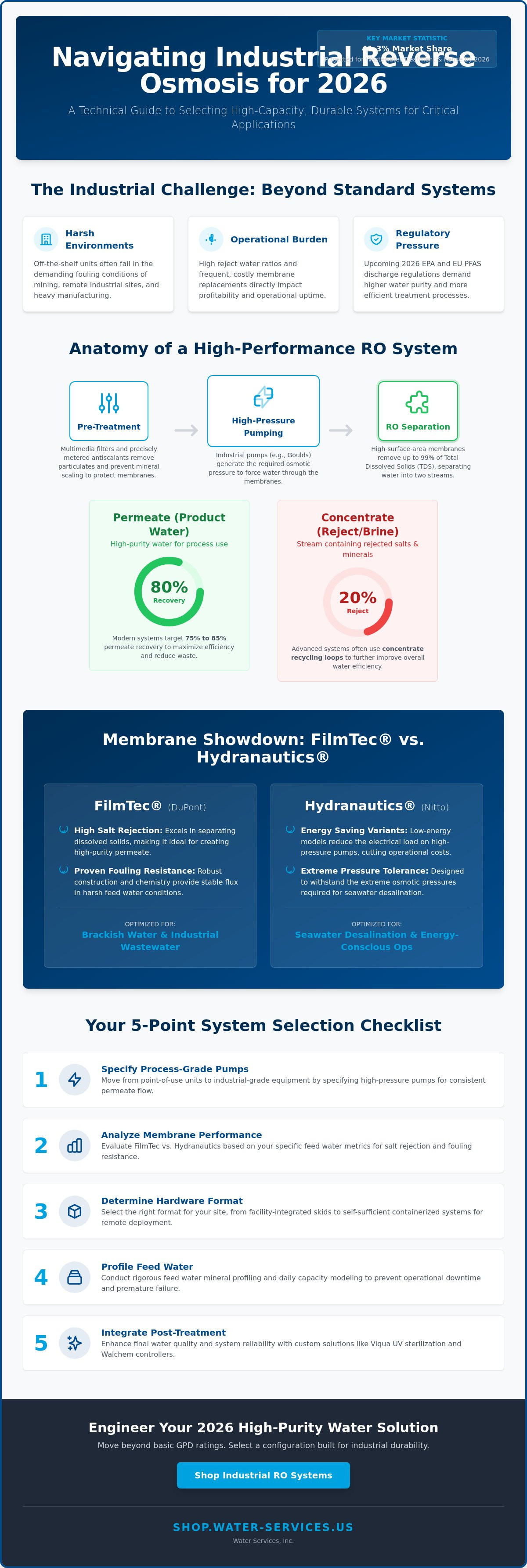
- Identify the transition from point-of-use units to process-grade equipment by specifying high-pressure pumps for consistent industrial permeate flow.
- Analyze technical performance differences between FilmTec and Hydranautics membranes to optimize salt rejection and fouling resistance in harsh water conditions.
- Determine the most effective hardware format for your application, ranging from facility-integrated skids to containerized reverse osmosis systems for remote site deployment.
- Establish precise selection criteria through rigorous feed water mineral profiling and daily capacity modeling to prevent operational downtime and membrane failure.
- Enhance water quality and system reliability by integrating custom post-treatment solutions such as Viqua UV sterilization and Walchem controllers.
Understanding Industrial Reverse Osmosis Systems in 2026
Industrial water treatment in 2026 has moved far beyond simple filtration. It's a precise engineering process designed to provide high-purity water for manufacturing, mining, and power generation. At this scale, Reverse osmosis (RO) functions as a process-grade technology that removes up to 99% of dissolved solids. Unlike residential units, industrial reverse osmosis systems operate under continuous high pressure to maintain steady flux rates across high-surface-area membranes. The goal isn't just clean water; it's the exact chemical consistency required for sensitive industrial equipment.
Reliable permeate production depends on high-pressure pumps. Goulds Water Technology pumps are frequently integrated into these systems to provide the necessary osmotic pressure. This pressure forces feed water through the molecular structure of the membrane while leaving contaminants behind. System performance is measured by Total Dissolved Solids (TDS) reduction and flux optimization. Flux refers to the volume of water passing through a specific membrane area over time. Maintaining high flux without causing premature membrane fouling is the primary challenge for plant operators in remote or harsh environments.
Pre-treatment is a non-negotiable requirement for system longevity. Industrial membranes are sensitive to chlorine, suspended solids, and mineral scaling. Multimedia filter tanks and sediment filters remove large particulates before they reach the RO stage. Additionally, metering pumps from manufacturers like Pulsafeeder deliver precise amounts of antiscalants to prevent calcium and magnesium deposits. Protecting the membrane through robust pre-treatment ensures the system meets its rated GPD (gallons per day) capacity without frequent chemical cleanings.
Permeate vs. Concentrate: The Industrial Balance
Industrial RO processes create two distinct water streams: permeate and concentrate. Permeate is the high-purity product water used in your facility. Concentrate, often called brine, is the reject stream containing the concentrated minerals and salts. Modern industrial systems utilize concentrate recycling loops to improve overall efficiency and reduce environmental impact. In 2026, industrial permeate recovery standards prioritize configurations that achieve 75% to 85% efficiency depending on the initial feed water salinity and mineral profile.
The Shift to High-GPD Commercial Configurations
The transition from small-scale commercial units to massive industrial plants is defined by scalability. While a standard commercial unit might produce 2,000 GPD, industrial plants often exceed 10,000 to 100,000 GPD. These systems utilize modular rack designs that allow for easy expansion. This modularity is essential for growing facilities that need to increase capacity without replacing the entire infrastructure. Engineering these industrial water treatment systems requires high-accuracy components like Signet flow sensors and Ashcroft pressure gauges to monitor real-time performance and prevent system over-pressurization.
Membrane Comparison: FilmTec vs. Hydranautics
The performance of high-capacity reverse osmosis systems is fundamentally dictated by the chemistry and construction of the membrane elements. FilmTec (DuPont) and Hydranautics (Nitto) represent the technical pinnacle of thin-film composite technology, together accounting for a significant portion of the global industrial market. While both manufacturers offer high-rejection and energy-saving variants, the selection between them depends on specific feed water metrics such as salinity, organic load, and temperature. Recent advances in energy-efficient desalination highlight the industry's shift toward membranes that maintain high permeate quality while reducing the electrical load on high-pressure pumps.
Selecting the correct membrane requires a precise analysis of your feed water source. Brackish water applications typically prioritize salt rejection and flux stability, whereas seawater desalination requires membranes capable of withstanding extreme osmotic pressures. In 2026, the focus has shifted toward fouling-resistant coatings that extend the interval between chemical cleanings. To protect these high-performance membranes from premature scaling, it's essential to integrate professional water treatment antiscalants into your pre-treatment protocol.
FilmTec RO Membranes: The Industry Standard
The FilmTec BW30 (Brackish Water) and SW30 (Seawater) series remain the industrial benchmark for reliability and high salt rejection. These membranes are engineered for durability, particularly during aggressive high-pH cleaning cycles required to remove organic biofilm or silica scale. This mechanical strength makes FilmTec a preferred choice for facilities where feed water quality fluctuates. For a deeper technical breakdown of these two manufacturers, see our detailed guide on FilmTec vs Hydranautics.
Hydranautics: Precision for Specialized Feed Water
Hydranautics focuses on precision for challenging environments through their ESPA (Energy Saving Polyamide) and LFC (Low Fouling Composite) lines. The ESPA series is designed to operate at significantly lower pressures, which reduces operational costs in large-scale municipal or commercial plants. The LFC series utilizes a neutral surface charge to minimize the adsorption of organic matter, making it the superior option for wastewater reclamation projects. FilmTec often provides higher rejection for mineral-heavy brackish water, while Hydranautics ESPA membranes maintain superior flux stability in mining applications where energy reduction is prioritized.
System Formats: Modular, Containerized, and Mobile Units
Selecting the physical format of reverse osmosis systems is as critical as the membrane chemistry itself. For permanent facility integration, standard skid-mounted units provide a compact footprint and accessible maintenance points. These systems are typically pre-tested and calibrated before delivery, ensuring they meet specific permeate flow requirements immediately upon connection. While small-scale units might follow EPA WaterSense efficiency standards, industrial skids are built to handle high-pressure loads and continuous 24/7 operation without the performance degradation common in lighter-duty equipment.
The rise of containerized RO plants has transformed water management for remote mining and military sites. These units house the entire treatment train, including multimedia filters, high-pressure pumps, and membrane housings, within a secure, climate-controlled 20ft or 40ft shipping container. This format protects sensitive components like Walchem controllers and Ashcroft pressure gauges from extreme external temperatures and dust. It's a plug-and-play solution that significantly reduces site commissioning time and civil engineering costs. When determining the total cost of ownership (TCO) for temporary sites, you must evaluate several factors:
- Deployment and logistics costs to remote or off-grid locations.
- Consumable requirements, including antiscalants and replacement sediment filters.
- Energy consumption based on the specific high-pressure pump efficiency.
- On-site labor required for daily monitoring and sensor calibration.
Containerized RO for Remote Operations
Remote industrial sites often face harsh environmental challenges that require more than a standard indoor skid. Containerized plants are engineered for rapid deployment in extreme climates, featuring integrated HVAC systems to maintain optimal operating temperatures for membranes and electronics. This turnkey approach is particularly effective for mining wastewater treatment solutions, where environmental compliance and resource recovery are mandatory. These units arrive on-site fully assembled, requiring only feed water, power, and discharge connections to begin operation.
Mobile Treatment Units and Rental Flexibility
Temporary projects or emergency water shortages often don't justify the high capital expenditure (CAPEX) of a permanent installation. Mobile ultrafiltration and RO units offer a flexible alternative, allowing facilities to scale capacity based on immediate demand. Choosing a rental agreement often shifts the financial burden to operational expenditure (OPEX), which typically includes technical support and scheduled maintenance. This ensures your site remains operational without the long-term commitment of ownership. For facilities evaluating these options, exploring a comprehensive Water Treatment category helps identify the necessary consumables and auxiliary equipment for mobile deployment.
Critical Selection Criteria for Commercial Systems
Selecting reverse osmosis systems for commercial and industrial applications requires a data-driven approach that prioritizes feed water chemistry over simple volume ratings. An accurate Total Dissolved Solids (TDS) and mineral profile is non-negotiable. Without a complete chemical analysis, you risk undersizing your pre-treatment or selecting a membrane with inadequate rejection properties. You must calculate your required permeate flow in gallons per minute (GPM) and total daily capacity in gallons per day (GPD) to ensure the system meets peak demand without stressing the high-pressure components. In 2026, these calculations are even more critical as facilities face tighter tolerances for wastewater discharge and resource recovery.
System reliability depends on the integration of high-performance hardware. Goulds Water Technology pumps are the industry standard for delivering the consistent feed pressure required for efficient permeate production. These pumps must be paired with Signet flow sensors to monitor real-time production rates and detect flux decline before it leads to system failure. Managing these variables ensures your facility remains compliant with the stricter wastewater discharge regulations being implemented throughout 2026. Precision monitoring prevents the high operational costs associated with premature membrane replacement and excessive chemical use.
Pressure and Flow Dynamics
Maintaining membrane health requires constant monitoring of differential pressure. Ashcroft pressure gauges are essential for identifying fouled membranes or clogged pre-filters by measuring the pressure drop across the system stages. If your feed water has high salinity, you must calculate the specific boost pressure needed to overcome osmotic resistance. Undersized pumps lead to poor recovery rates and increased energy costs. You can find high-performance Goulds Pumps to match your system's specific pressure requirements and ensure stable flux across all stages.
Automation and Remote Monitoring
Modern industrial operations require precision control to prevent scale buildup and optimize chemical dosing. Walchem controllers allow for real-time tracking of conductivity and pH levels, providing the data necessary to adjust antiscalant injection via Pulsafeeder metering pumps. Automated flush cycles are also critical; they displace concentrated brine during standby periods to prevent mineral precipitation on the membrane surface. For integrated management solutions, browse our Electric Power Controls to find the necessary hardware for full system automation and remote monitoring.
If you need assistance specifying a configuration for your facility, view our full range of industrial water treatment components to ensure your system meets 2026 performance standards.
Implementing Your 2026 Reverse Osmosis Strategy
Successful deployment of reverse osmosis systems requires moving beyond hardware procurement to precise system engineering. In 2026, operational efficiency is defined by how well your pre-treatment, membrane selection, and post-treatment stages integrate. A custom-engineered approach ensures your facility meets specific permeate quality standards while minimizing the high reject water ratios that drive up costs. This strategy must account for the full lifecycle of the equipment, from initial commissioning to long-term membrane management.
Maintenance is the foundation of industrial reliability. You must establish a strict schedule for chemical Clean-in-Place (CIP) cycles to remove mineral scaling and organic fouling. Utilizing high-performance water treatment antiscalants and chemicals via Pulsafeeder metering pumps prevents irreversible membrane damage. Regular replacement of sediment and carbon filters in your Pentair filter housings is also essential to protect the primary RO stage. Monitoring flux through Signet sensors allows you to identify exactly when a CIP cycle is necessary. This prevents unplanned downtime in remote mining or power generation sites.
Post-Treatment and Water Quality Polishing
Permeate water often requires further processing to meet high-purity or potable standards. You should integrate Viqua UV water purification systems as a final biological barrier in permeate storage tanks to prevent bacterial growth. For industrial drinking water applications, remineralization stages are necessary to adjust pH and improve water stability. For a step-by-step breakdown of this technical process, read our guide on how to implement a reverse osmosis water purification system.
The Water Services Advantage: Global Expertise
Water Services, Inc. provides the engineering expertise required for complex global projects. We specialize in custom design-build solutions for the mining, oil, and gas sectors, ensuring compliance with the latest 2026 environmental regulations. Our logistical capabilities support international distribution to remote sites in Africa and South America. We bridge the gap between individual component sales and fully integrated, high-capacity water treatment plants. Consult with our engineering team for a custom RO solution to optimize your facility's 2026 water management strategy.
Optimizing Your Industrial Water Infrastructure for 2026
Selecting high-capacity reverse osmosis systems requires a strict focus on technical specifications and environmental compliance. You've seen that the choice between high-rejection FilmTec membranes and energy-saving Hydranautics variants depends on your specific feed water mineral profile. Additionally, the shift toward containerized and mobile formats provides the durability needed for remote sites where standard commercial units fail. Integrating professional monitoring hardware and consistent pre-treatment ensures your facility stays ahead of the evolving 2026 wastewater regulations.
Water Services, Inc. has served the global mining and military sectors since 1994. As an authorized distributor for FilmTec, Hydranautics, and Goulds Water Technology, we provide the technical integrity required for demanding environments. We specialize in custom containerized solutions engineered for rapid deployment in any location. Whether you're upgrading an existing skid or designing a new treatment plant, our team offers the logistical competence to support your project.
Explore our high-performance RO membranes and systems to secure your facility's operational future. Precise engineering and reliable hardware will keep your water treatment processes running efficiently for years to come.
Frequently Asked Questions
What is the difference between brackish water and seawater reverse osmosis systems?
Brackish water systems are engineered for feed water with TDS levels between 1,000 and 10,000 mg/L and operate at relatively low pressures. Seawater systems must handle TDS levels exceeding 35,000 mg/L, requiring specialized membranes like the FilmTec SW30 series. These systems utilize higher-pressure Goulds pumps to overcome the extreme osmotic pressure of the ocean. The construction materials in seawater units are also more corrosion-resistant to withstand the high salt concentration.
How often should industrial RO membranes be replaced in high-capacity systems?
Industrial membranes typically last between three and five years when supported by robust pre-treatment and regular maintenance. This lifespan depends on the effectiveness of your Clean-in-Place (CIP) cycles and the consistent dosing of antiscalants. Harsh environments with high organic loads or extreme pH levels can reduce this interval to less than two years. You should monitor flux and salt rejection daily to identify the exact point of performance degradation.
Can reverse osmosis systems remove PFAS and other emerging industrial contaminants?
High-performance reverse osmosis systems are highly effective at removing PFAS and other emerging contaminants from industrial water streams. Thin-film composite membranes can achieve rejection rates exceeding 90% for these specific hazardous substances. This capability is essential for meeting the stricter 2026 EPA drinking water standards and industrial wastewater discharge regulations. Proper system configuration ensures these contaminants are concentrated into the brine stream for specialized treatment or disposal.
What are the power requirements for a 10,000 GPD industrial RO plant?
Power requirements are primarily dictated by the high-pressure pump needed to overcome the osmotic pressure of your specific feed water. A brackish water system of this capacity might operate on a 3 to 5 HP motor, while a seawater system requires significantly more horsepower. You must also account for the electrical load of Walchem controllers, metering pumps, and UV sterilization units. Consult the technical specifications of your specific pump and motor for exact amperage requirements.
Is pre-filtration always necessary before water enters the RO membrane?
Pre-filtration is a non-negotiable requirement to protect the delicate surface of the RO membrane from physical damage and rapid fouling. Multimedia filter tanks and Pentair sediment filters remove suspended solids that would otherwise cause immediate flux decline. Without adequate pre-treatment, membranes can suffer irreversible abrasion from silt or biological growth from organic matter. This leads to increased operational costs and frequent unplanned downtime for your facility.
How do I calculate the recovery rate for my commercial RO system?
You calculate the recovery rate by dividing the permeate flow rate by the total feed water flow rate and multiplying by 100. If your system produces 75 GPM of permeate water from 100 GPM of feed water, your recovery rate is 75%. Most commercial systems target a 50% to 75% recovery rate to balance efficiency with membrane longevity. Industrial configurations often utilize concentrate recycling loops to achieve higher recovery without exceeding the flux limits of the membranes.
What is the role of antiscalants in industrial reverse osmosis maintenance?
Antiscalants are specialized chemicals that prevent the precipitation of scale-forming minerals like calcium carbonate and sulfate on the membrane surface. These chemicals are injected into the feed water via Pulsafeeder metering pumps before it reaches the RO stage. By keeping minerals in a soluble state, antiscalants allow the system to operate at higher recovery rates. This reduces the frequency of aggressive chemical cleanings and extends the overall service life of your membrane elements.
Can I rent a mobile RO system for emergency water needs in 2026?
Mobile ultrafiltration and RO units are available for emergency water needs and temporary site requirements throughout 2026. These systems are often housed in containerized units for rapid deployment to remote mining or industrial locations facing water shortages. Rental agreements typically include technical support and scheduled maintenance, which helps manage operational costs during short-term projects. You should verify the specific GPD capacity and feed water compatibility before finalizing a rental contract for your site.
0 comments