
On March 12, 2025, the EPA announced a major update to wastewater discharge regulations, significantly expanding the geographic scope for treated produced water reuse. With the oil and gas water management services market reaching $19.35 billion in 2026, operators must adapt to mandates like Colorado's 4% recycled water requirement that took effect on January 1, 2026. You're likely dealing with high disposal costs and the frequent failure of equipment exposed to harsh contaminants. Reliable oil and gas water treatment systems are no longer optional for maintaining operational continuity.
We recognize the challenge of meeting discharge standards while trying to minimize system downtime in remote fields. This technical guide provides a roadmap for managing produced water and process streams using a tiered approach. We'll focus on mechanical separation through corrugated plate interceptors (CPI) followed by high-precision membrane filtration. You'll learn how to utilize modular systems, Goulds pumps, and FilmTec RO membranes to recover oil for reuse and achieve the precision required by the Railroad Commission of Texas updates that went into effect July 1, 2025.
Key Takeaways
- Learn how corrugated plate interceptor (CPI) technology utilizes gravity separation and coalescing plates to remove free oil and solids from complex produced water streams.
- Discover the role of high-performance FilmTec and Hydranautics membranes in tertiary treatment for effective desalination and meeting strict discharge standards.
- Evaluate the logistical benefits of modular and containerized oil and gas water treatment systems for rapid deployment and reduced on-site engineering in remote locations.
- Identify critical equipment selection criteria for Goulds Water Technology pumps to ensure reliability when handling abrasive contaminants and high-pressure cycles.
Understanding Produced Water and Oil and Gas Water Treatment Systems
Produced water is the largest byproduct stream in the oil and gas industry. As of 2026, its chemical composition remains a primary concern for operators due to high concentrations of dissolved salts, heavy metals, and various hydrocarbons. Managing these complex streams requires integrated oil and gas water treatment systems that can handle high volumes without frequent mechanical failure. Understanding Produced Water and its specific constituents is the first step in designing an efficient treatment train.
Contaminants in these streams typically fall into four categories. Free oil and suspended solids represent the bulk of the initial waste. Emulsified oil and dissolved organics require sophisticated chemical or mechanical intervention to separate from the water column. Finally, dissolved salts and minerals necessitate high-pressure membrane technology. Modern oil and gas water treatment systems utilize a three-stage process to address these issues. Primary treatment focuses on bulk separation. Secondary treatment targets smaller particles and droplets. Tertiary treatment provides the final polishing required for environmental discharge or industrial reuse.
The Scale of the Water Challenge in Energy Production
Maturing oil fields often produce ten barrels of water for every barrel of oil recovered. This 10:1 water-to-oil ratio creates massive logistical burdens for remote sites. Traditional "disposal only" strategies, such as deep-well injection, are becoming economically unviable as transportation costs and disposal fees rise. Operators now utilize specialized water treatment equipment to recover oil for sale and prepare the water for hydraulic fracturing. This shift reduces the demand for fresh water and lowers the overall environmental footprint of the extraction process.
Regulatory Drivers and Discharge Standards
The EPA's March 12, 2025, update to wastewater regulations significantly expanded the scope for treated water discharge into surface waters. In Colorado, rules effective January 1, 2026, now mandate at least 4% recycled water use in downhole operations. These strict standards drive the adoption of Zero Liquid Discharge (ZLD) configurations in onshore facilities. High purity levels aren't just for compliance; they're essential for equipment health. Removing abrasive solids and corrosive salts protects pumps and sensors from premature failure, ensuring that reinjection wells remain open and productive over long cycles.
The Mechanics of the Corrugated Plate Interceptor (CPI)
Corrugated Plate Interceptors (CPI) represent a technical evolution over standard API gravity separators. While traditional API tanks rely on long residence times alone, CPI units utilize a series of parallel plates to decrease the vertical distance an oil droplet must travel before capture. This design significantly reduces the equipment footprint. It's a critical advantage for offshore platforms and modular drilling sites where space is at a premium. By integrating these units into oil and gas water treatment systems, operators achieve high-efficiency separation without the massive infrastructure required by open-pit or large-tank designs.
The corrugated geometry specifically outperforms flat plate designs by providing dedicated channels for separate phases. Oil travels up the ridges of the corrugations while sand and silt settle into the troughs. This segregation prevents oil from re-mixing with solids, a common failure point in flat-plate systems during high-flow events. Effective plate spacing, typically calibrated between 0.75 and 1.5 inches, ensures laminar flow while minimizing the risk of plugging from heavy paraffin or mineral scales. This mechanical precision allows the system to maintain performance even when the influent stream characteristics fluctuate.
Stokes Law and Oil Droplet Coalescence
The operation of these separators depends on the physics of Stokes Law. This principle defines the rise velocity of oil droplets based on fluid density and droplet size. By installing plates at specific angles, usually 45 to 60 degrees, the CPI provides a massive increase in effective settling area. As oily water flows between these plates, the laminar flow regime prevents turbulence that would otherwise break up oil clusters. Smaller droplets collide and coalesce on the underside of the plates. They form larger globules that rise more rapidly to the surface for skimming. This geometry allows a compact unit to achieve the same separation efficiency as a traditional tank ten times its size.
Operational Advantages of CPI Technology
CPI units offer high reliability because they contain no moving parts. This simplicity is vital for maintaining regulatory compliance for water treatment in remote environments where technicians aren't always available. These units typically reduce free oil concentrations to below 15-50 ppm, preparing the stream for secondary filtration or reinjection. For facilities managing high-volume produced water, integrating these separators into broader water treatment configurations ensures long-term operational stability. The lack of mechanical complexity results in lower operational costs and fewer emergency shutdowns, making it a staple in modern oil and gas water treatment systems.
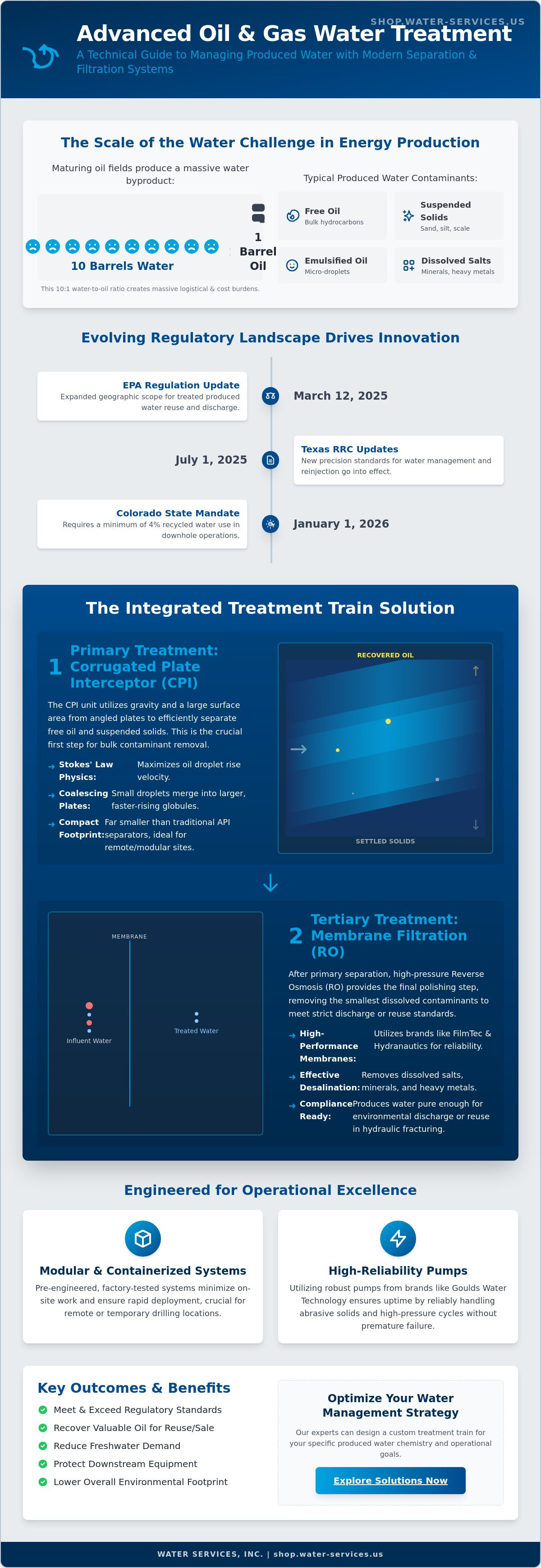
Tertiary Treatment: Reverse Osmosis and UV Sterilization
Tertiary stages represent the final polishing barrier in modern oil and gas water treatment systems. Once the CPI and secondary filters remove bulk hydrocarbons, the remaining water often contains total dissolved solids (TDS) exceeding 30,000 ppm. Utilizing industrial reverse osmosis systems is the standard for desalinating these streams for reuse in data center cooling or irrigation. High-performance FilmTec and Hydranautics RO membranes are specifically selected for their ability to handle high osmotic pressures. A recent technical analysis of Advanced Filtration & CPI Technology highlights that membrane-based polishing is the most reliable method for meeting the EPA’s 2025 discharge standards.
Maintaining membrane longevity requires a strict chemical dosing regimen. Operators use Pulsafeeder pumps to inject de-emulsifiers and antiscalants into the feed stream. These chemicals prevent mineral precipitation and oil fouling on the membrane surface. Without proper dosing, membrane flux can decrease by as much as 50% in a single operational shift. This leads to increased energy consumption and expensive downtime for chemical cleaning (CIP) cycles. Precision is key; even minor fluctuations in dosing can result in permanent membrane damage.
Membrane Selection for Harsh Process Streams
Choosing the correct membrane type depends on the salinity of the produced water. Seawater RO membranes are typically required for high-salinity Permian Basin water, while brackish water membranes suffice for lower TDS streams. Pre-filtration is non-negotiable to prevent membrane blinding. Integrating Harmsco filtration products provides high-flow sediment removal down to 1 micron. These pleated cartridges offer significantly more surface area than standard depth filters, ensuring long run times between replacements even in high-solids environments.
UV Disinfection in the Oilfield
Biological control is essential for protecting downstream infrastructure and storage tanks. Viqua UV systems target sulfate-reducing bacteria (SRB) that cause microbial induced corrosion (MIC) in pipelines. MIC can lead to structural failure in carbon steel piping in less than 24 months. UV sterilization provides a reliable, chemical-free disinfection method that doesn't produce harmful byproducts or require hazardous chemical storage. In industrial environments, UV quartz sleeves require inspection every six months to ensure scale buildup doesn't block the UVC output.
Modular and Containerized Water Treatment Deployment
Remote drilling operations require rapid infrastructure deployment to maintain production schedules. Containerized reverse osmosis plants offer a distinct advantage over traditional stick-built facilities. These modular oil and gas water treatment systems arrive pre-tested and pre-plumbed. This plug-and-play design reduces on-site engineering requirements by approximately 60% compared to field-erected systems. Commissioning that once took months now takes weeks. From our base in Provo, UT, we coordinate the logistics of shipping these heavy-duty units to international ports, ensuring technical integrity during transit. We prioritize the functional value of the equipment to ensure it survives the rigors of global transport and immediate field activation.
Scalability is another core benefit of modularity. As production volumes change, operators add or remove units to match the actual flow of produced water. This flexibility prevents the capital waste associated with over-building fixed infrastructure for a field that might peak and decline rapidly. The ability to move these assets between different geographic locations provides a level of logistical competence that fixed plants cannot match. This approach is becoming the industry standard for exploratory wells and temporary production sites as of 2026.
Containerized vs. Stick-Built Infrastructure
Modular systems provide a superior cost-benefit ratio for temporary sites. Unlike permanent structures, containerized units are easily relocated when a well reaches its economic limit. Weatherproofing is essential for extreme environments, ranging from sub-zero temperatures to desert heat. These units include integrated HVAC systems and robust insulation to protect sensitive membranes and electronics. We integrate specialized electric power controls directly into the housing. This ensures consistent performance despite the unstable power grids often found at remote drilling locations.
Remote Monitoring and Automated Control
Automated management is critical for unmanned or sparsely staffed treatment sites. We utilize Walchem controllers to provide real-time tracking of water quality parameters like conductivity, pH, and ORP. Satellite-linked telemetry allows engineers to monitor system health and adjust chemical dosing from any location worldwide. This reduces the need for frequent site visits, lowering operational risks. When technicians do perform on-site maintenance, they must adhere to strict safety protocols. This includes the use of certified personal protective equipment to mitigate exposure to high-pressure lines and chemical reagents.
For specific hardware configurations designed for global deployment, you can browse our industrial equipment inventory to find reliable solutions for your project.
Operational Reliability: Pumps and Maintenance Strategies
The mechanical integrity of the pumping hardware determines the overall reliability of oil and gas water treatment systems. In high-pressure O&G cycles, Goulds Water Technology Pumps provide the necessary force to move produced water through the entire treatment train. These centrifugal pumps must operate continuously to prevent system backpressure and ensure that treated water reaches discharge or reinjection points without interruption. For 24/7 industrial operations, a maintenance schedule focused on vibration monitoring and seal integrity is necessary to avoid catastrophic failures. We prioritize the functional value of these pumps to ensure they withstand the rigors of remote field environments.
Selecting the correct pump requires an understanding of fluid dynamics and material science. Produced water often contains abrasive sand and corrosive chlorides that can erode standard cast iron components in a matter of weeks. We utilize duplex stainless steel and specialized impellers to extend the service life of the equipment. Managing Net Positive Suction Head (NPSH) is critical when handling volatile fluids to prevent cavitation and internal damage. The Goulds 3196 series is a standard for industrial process water because its open impeller design handles solids while maintaining hydraulic efficiency.
Pump Selection for Abrasive and Corrosive Fluids
Material selection is the primary defense against premature pump failure. Duplex stainless steel alloys offer superior resistance to the pitting and crevice corrosion found in high-salinity produced water. Specialized impellers are calibrated to the specific gravity and viscosity of the process stream to ensure the pump operates at its Best Efficiency Point (BEP). This precision reduces energy consumption and mechanical stress. Operators must also verify NPSH requirements during the design phase to account for the vapor pressure of entrained hydrocarbons and avoid cavitation.
Long-Term System Commissioning and Technical Support
Successful water management requires ongoing technical expertise beyond the initial hardware purchase. We offer project-based engineering fees for custom site integration, ensuring every component from the CPI to the RO membrane functions as a single, cohesive unit. Our logistical capabilities allow us to provide uptime support for operations in Africa, the Middle East, and South America. We manage the supply chain for essential consumables, including replacement sediment filters and high-precision Ashcroft pressure gauges. For broader compliance strategies, see our mining wastewater treatment solutions for cross-industry tips. Maintaining a local inventory of these parts is essential for minimizing downtime in remote basins.
Optimizing Industrial Water Management for Regulatory Compliance
Modern extraction requires a technical shift from disposal to high-precision recycling. Integrating mechanical separation via CPI with advanced membrane polishing ensures that produced water meets the strict 2025 discharge and reuse standards. Modular deployment and high-head pump reliability are the foundations of successful field operations. Efficient oil and gas water treatment systems protect your downstream assets and maintain your license to operate in sensitive environments.
Water Services, Inc. has provided engineered solutions from our Provo, Utah headquarters since 1994. We're an authorized distributor for industrial leaders like Goulds, Viqua, and FilmTec. Our equipment supports global installations across Africa, South America, and the Middle East, delivering industrial reliability where it's needed most. We stock genuine replacement parts and Ashcroft gauges to ensure your systems remain operational in the most demanding basins. You can browse our full catalog of O&G water treatment components and systems to find hardware tailored to your specific flow requirements. Achieving consistent water quality is a logistical challenge that we're prepared to help you solve.
Frequently Asked Questions
What is a corrugated plate interceptor used for in oil and gas?
A corrugated plate interceptor (CPI) is used for the primary separation of free oil and suspended solids from produced water streams. It utilizes gravity and a series of parallel corrugated plates to increase the effective settling area within a compact vessel. This technology allows oil droplets to coalesce and rise to the surface for skimming while solids settle into troughs for removal. It's a critical first step in protecting downstream filtration equipment from heavy hydrocarbon loading.
How does produced water treatment differ from standard wastewater treatment?
Produced water treatment requires higher chemical and mechanical resistance than standard municipal systems due to extreme salinity and hydrocarbon complexity. While standard wastewater often focuses on biological loads, oil and gas water treatment systems must manage total dissolved solids (TDS) that can exceed 100,000 ppm. This requires specialized membrane technology and heavy-duty centrifugal pumps designed for corrosive environments. Standard treatment components often fail when exposed to the high chloride levels found in oilfield brine.
Can reverse osmosis be used on water with high oil content?
Reverse osmosis (RO) cannot be used directly on water with high oil content because hydrocarbons cause rapid membrane fouling and irreversible damage. Pre-treatment via CPI and multimedia filtration is mandatory to reduce oil concentrations to below 0.1 ppm before entering the RO stage. Operators must use de-emulsifiers and antiscalants to protect FilmTec or Hydranautics membranes from residual organics. Effective pre-filtration ensures that the RO system can focus on desalination without being blinded by free oil.
What are the most common contaminants in oilfield wastewater?
The most frequent contaminants include free and emulsified hydrocarbons, suspended solids like sand or silt, and high concentrations of dissolved salts. Heavy metals like barium and strontium are also common, alongside sulfate-reducing bacteria (SRB) that cause infrastructure damage. As of May 2026, managing these constituents is critical for meeting updated EPA discharge standards and preventing scale formation in reinjection wells. Each contaminant requires a specific stage in the treatment train to ensure full compliance.
How often do CPI plates need to be cleaned or replaced?
CPI plates typically require inspection and cleaning every 6 to 12 months depending on the paraffin and solids loading of the influent. High concentrations of heavy crude or mineral scale can necessitate more frequent cleaning cycles to maintain laminar flow between the plates. Stainless steel plates are highly durable and rarely require replacement unless they suffer significant mechanical impact or extreme chemical erosion. Regular cleaning prevents the buildup of "schmutzdecke" that can decrease separation efficiency.
What are the benefits of containerized water treatment systems for remote sites?
Containerized systems offer rapid deployment and reduced on-site engineering requirements for remote drilling locations. These units provide a plug-and-play solution that includes integrated climate control and electrical power controls already installed. This modularity allows operators to scale treatment capacity by adding units as production volumes increase, avoiding the high capital costs of permanent infrastructure. They're easily transported via standard freight, making them ideal for international projects in Africa or the Middle East.
Which pumps are best for handling corrosive produced water?
Centrifugal pumps constructed from duplex stainless steel or specialized alloys are the standard for handling corrosive produced water. The Goulds 3196 series is frequently selected for its ability to manage high-chloride fluids and abrasive solids without rapid impeller wear. These pumps are engineered to maintain high-head performance in 24/7 industrial environments where uptime is a priority. Using the correct metallurgy prevents the pitting and crevice corrosion that destroys standard cast iron hardware.
How do UV systems prevent pipeline corrosion in the oil and gas industry?
UV systems prevent pipeline corrosion by eliminating sulfate-reducing bacteria (SRB) that cause microbial induced corrosion (MIC). By exposing the water stream to UVC radiation, Viqua UV systems disrupt the DNA of these microorganisms, preventing the formation of corrosive hydrogen sulfide. This chemical-free disinfection method protects carbon steel infrastructure and extends the service life of pipelines and storage tanks. It's a reliable way to maintain oil and gas water treatment systems without the logistical burden of biocides.
0 comentarios