
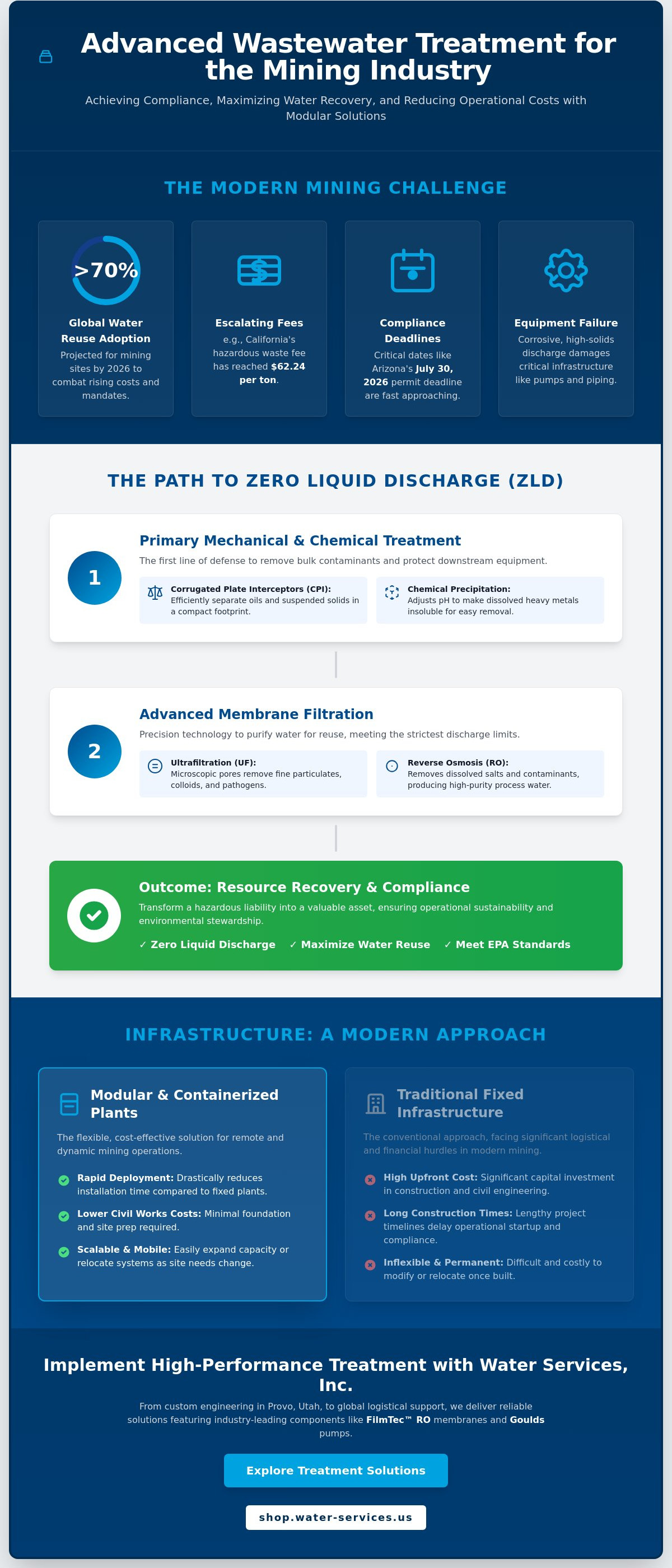
Over 70% of global mining sites are projected to adopt water reuse strategies by the end of 2026 to combat rising operational costs and tightening environmental mandates. You likely feel the weight of the California hazardous waste fee, which reached $62.24 per ton for the 2025, 2026 fiscal year, or the upcoming July 30, 2026, deadline for Arizona's De Minimis General Permit. Implementing high-precision mining wastewater treatment solutions is no longer optional; it's a critical requirement to prevent equipment failure caused by corrosive, high-solids discharge.
We understand that permanent infrastructure in remote areas is often cost-prohibitive and slow to deploy. This article demonstrates how modular technology and advanced filtration systems, utilizing FilmTec RO membranes and Goulds pumps, solve complex wastewater challenges while meeting strict heavy metal discharge limits. You'll learn how to achieve zero liquid discharge (ZLD) and recover process water for reuse using mobile ultrafiltration and containerized reverse osmosis plants that significantly reduce your logistical footprint. We'll examine the technical specifications and engineering strategies required to maintain compliance while optimizing your water recovery rates.
Key Takeaways
- Understand the technical complexities of Acid Mine Drainage (AMD) and strategies for managing fluctuating pH levels and toxic heavy metal concentrations.
- Learn to integrate mechanical separation using Corrugated Plate Interceptors (CPI) with chemical precipitation for effective removal of dissolved metals.
- Evaluate advanced mining wastewater treatment solutions like Ultrafiltration and Reverse Osmosis to achieve Zero Liquid Discharge (ZLD) and maximize water recovery.
- Compare the logistical advantages of containerized treatment plants versus fixed infrastructure to reduce installation time and civil works at remote sites.
- Discover how custom engineering and global logistical support ensure reliable equipment deployment from Provo, Utah, to international industrial environments.
Navigating Global Mining Wastewater Compliance & Challenges
Mining wastewater is a complex industrial byproduct. It consists of a variable mix of Acid Mine Drainage (AMD), residual process chemicals, and high concentrations of suspended solids. Managing these streams is difficult because of fluctuating pH levels and toxic heavy metal loads. Operators face rising costs; for example, the California hazardous waste fee for the 2025 to 2026 fiscal year is $62.24 per ton. Nevada mining permit fees also saw a scheduled increase on July 1, 2025. These financial pressures drive the adoption of advanced mining wastewater treatment solutions. The industry is moving away from simple treatment for disposal. Instead, the focus is now on treatment for resource recovery to offset operational expenses and manage the $4.5 billion in reclamation guarantees currently held in Nevada.
The shift toward resource recovery is fueled by the high cost of Zero Liquid Discharge (ZLD) systems, which can range from $2 million to $10 million. By 2026, over 70% of mining sites are projected to adopt water reuse strategies. Recovering process water reduces the need for fresh intake and minimizes the volume of hazardous waste generated. This approach is essential for meeting the July 30, 2026, deadline for Arizona’s De Minimis General Permit. High-performance engineering ensures that treated water meets or exceeds EPA and international discharge standards, turning a liability into a functional asset for the site.
Understanding Acid Mine Drainage (AMD)
Acid mine drainage occurs when sulfide minerals react with oxygen and water. This chemical process generates sulfuric acid, which leaches metals from the surrounding rock. AMD creates highly acidic environments that destroy downstream ecosystems and degrade site infrastructure like centrifugal pumps and steel piping. It's a persistent challenge that requires constant monitoring and precise chemical dosing. Acid mine drainage acts as the primary driver for pH-neutralization requirements in the mining sector.
Key Pollutants in Mineral Processing
Mineral processing creates a variety of hazardous effluents. Heavy metals like lead, arsenic, mercury, and cadmium require precise removal to meet safety standards. Residual chemicals, including cyanide and various flotation reagents, must be neutralized before discharge or reuse. Suspended solids and high turbidity levels also interfere with downstream equipment. Effective management involves Industrial wastewater treatment technologies designed to handle high-solids wastewater. This includes primary clarification and chemical precipitation. Implementing robust mining wastewater treatment solutions prevents equipment fouling and ensures compliance with 2026 discharge mandates.
Primary Mechanical & Chemical Treatment Technologies
Primary mining wastewater treatment solutions integrate mechanical separation with chemical reactions to isolate contaminants before they reach sensitive downstream equipment. Effective sedimentation is the first line of defense against high-solids effluent. Corrugated Plate Interceptors (CPI) are used to separate oils and suspended solids by providing a large settling area within a compact vessel. Once the bulk solids are reduced, chemical precipitation allows for the removal of dissolved heavy metals. This process involves precisely adjusting the pH level to a point where metals like lead or arsenic become insoluble and settle out of the solution.
High-density waste and abrasive slurries must be transported to dewatering systems or tailing ponds. Goulds centrifugal pumps are engineered for these rigorous industrial conditions. They provide the necessary head pressure and durability to move thick mineral waste without the frequent mechanical failures associated with standard water pumps. For operators seeking specific hardware, exploring industrial pump specifications helps identify the correct model for high-head or high-flow requirements. Reliable transport ensures the treatment circuit remains operational and prevents upstream backups.
The Role of Corrugated Plate Interceptors
CPI units significantly reduce the physical footprint of a treatment plant compared to traditional circular clarifiers. They utilize Stream Liner technology to maintain laminar flow across the internal plate packs. This design improves the separation efficiency of both oil droplets and fine suspended solids. Maintenance is straightforward but essential. High-flow mining environments require regular inspection of the plate packs to prevent fouling from heavy sediment accumulation. Keeping these plates clean ensures the system maintains its rated GPH capacity and discharge quality.
Precision Chemical Dosing
Automation is key to consistent regulatory compliance. Manual dosing leads to chemical waste and increases the risk of discharge violations. Walchem controllers provide real-time monitoring and adjustment of pH levels and oxidation-reduction potential (ORP). These units pair with Pulsafeeder metering pumps to deliver exact chemical volumes into the waste stream. It's vital to select the right pump materials when dealing with aggressive acids or caustic reagents used in metal precipitation. System health monitoring relies on Ashcroft pressure gauges and Signet flow sensors to detect clogs or pump issues early. This level of precision protects your investment in high-quality water equipment and ensures every gallon treated meets your operational standards.
Advanced Membrane Filtration & Zero Liquid Discharge (ZLD)
Advanced membrane filtration serves as the final barrier in modern mining wastewater treatment solutions. While mechanical and chemical stages remove the bulk of suspended solids and metals, membrane systems address dissolved constituents and fine particulates. Ultrafiltration (UF) is a primary pre-treatment step for downstream Reverse Osmosis (RO) units. Mobile ultrafiltration systems utilize hollow-fiber membranes to remove colloidal silica, bacteria, and residual turbidity that could foul sensitive RO elements. This multi-stage approach is necessary to maintain high recovery rates in the challenging environments of remote mining sites.
High-performance desalination relies on FilmTec and Hydranautics RO membranes. These industrial-grade elements are designed for high-rejection and high-flux applications. In mining, they effectively remove dissolved salts and trace heavy metals that remain after chemical precipitation. To manage the high power requirements of high-pressure RO installations, engineers integrate energy recovery devices. These components capture hydraulic energy from the concentrate stream and transfer it back to the feed stream. This integration reduces total energy consumption by up to 60% in large-scale operations, making advanced filtration more economically viable.
Industrial Reverse Osmosis in Mining
Mine water often exhibits extreme osmotic pressure due to high concentrations of brackish constituents. Standard membranes frequently fail under these conditions. Utilizing specialized elements like the FilmTec Fortilife series allows systems to handle high-fouling feed water while maintaining permeate quality. Extending membrane life requires rigorous Clean-In-Place (CIP) strategies. Operators must use targeted antiscalants and periodic chemical washes to remove calcium carbonate scale and organic buildup. Achieving high-purity process water is vital for sensitive mineral extraction processes, such as solvent extraction, where contaminants in the water can interfere with chemical reagents and reduce metal yields.
Implementing Zero Liquid Discharge (ZLD)
Zero Liquid Discharge (ZLD) is an engineering strategy that eliminates all liquid waste from a facility. The business case for ZLD is strengthening as global regulations tighten and the ZLD market grows toward a projected $12.40 billion value by 2030. Systems are typically configured using either thermal evaporators or membrane-based concentrations. Thermal ZLD is effective for highly saturated brines but carries high operational costs. Membrane-based ZLD uses high-pressure RO to concentrate brine before final crystallization, which reduces the overall energy footprint. Implementing ZLD helps companies meet "Net Zero Water" corporate goals and allows for the recovery of valuable salts and minerals from the concentrated waste. This resource recovery can offset the capital costs of the treatment plant while ensuring total environmental compliance.
Modular vs. Fixed Infrastructure: Scaling for Remote Sites
Remote mining operations require infrastructure that balances engineering precision with rapid deployment. Traditional fixed infrastructure involves extensive civil works, permanent land use permits, and long construction timelines. Modular mining wastewater treatment solutions offer a utilitarian alternative by housing all necessary components within standardized 20ft or 40ft shipping containers. These units are engineered, assembled, and tested in a controlled environment before shipping worldwide from our Provo, Utah facility. This approach reduces site-specific engineering costs and ensures industrial reliability in the field.
Logistical efficiency is a primary driver for modularity. Standardized container designs allow for easy transport via sea, rail, or truck to the most isolated project sites. Because the equipment is pre-installed, site preparation is limited to a level concrete pad and utility connections. This significantly lowers the Total Cost of Ownership (TCO) by reducing on-site labor and minimizing the risk of installation errors. For operators managing the $4.5 billion in reclamation guarantees held in Nevada, the ability to easily decommission and relocate equipment is a major financial advantage.
Containerized Reverse Osmosis Plants
Containerized reverse osmosis plants provide a plug-and-play solution for site-specific water challenges. These systems integrate FilmTec RO membranes, Goulds pumps, and Walchem controllers into a climate-controlled enclosure. This protection is vital for maintaining equipment integrity in extreme environments, from 120-degree deserts to sub-zero arctic conditions. Scalability is achieved by daisy-chaining multiple modular units to meet increasing GPH requirements. This flexibility prevents the over-building of infrastructure and allows capacity to grow alongside production. If you need to scale your operations quickly, you can view our containerized plant specifications to find the right configuration for your site.
Rental vs. Purchase for Mining Operations
Choosing between a capital purchase and a mobile rental depends on the project duration and available budget. For exploratory sites, emergency response, or pilot testing of new mining wastewater treatment solutions, rental units provide immediate compliance without a heavy CAPEX commitment. Short-term rentals are also effective for managing seasonal fluctuations in water volume. Conversely, long-term operations typically benefit from purchasing equipment to minimize OPEX over the life of the mine. A small packaged wastewater treatment plant in 2026 can cost between $5,000 and $80,000, while larger 0.5 MGD plants range from $5 million to $10 million. Understanding these cost structures is essential for effective water management. See our guide on Rental vs. Purchase for Mobile Units for a comprehensive breakdown of these financial considerations.
Implementing High-Performance Treatment with Water Services, Inc.
Successful mining wastewater treatment solutions require more than just standard hardware. They demand an integrated engineering approach that accounts for the specific mineralogical profile of a site. Water Services, Inc. operates as a seasoned industrial partner, providing technical integrity and logistical competence from our headquarters in Provo, Utah. We manage global deployments to remote operations in Africa, South America, and across North America. Our focus remains on industrial reliability, ensuring that every system we ship meets the rigors of commercial and industrial environments.
Precision in water management is essential for maintaining the $4.5 billion in reclamation guarantees held by agencies in Nevada and other mining hubs. We prioritize the functional value of our equipment, offering direct access to Tier-1 components that professionals trust. By maintaining a deep inventory of Goulds Water Technology pumps, Viqua UV purification systems, and Pentair filter housings, we reduce the lead times that often stall remote projects. Our logistical capabilities ensure that replacement parts and new systems arrive at your site ready for immediate installation and operation.
Custom Engineering for Complex Sites
Every mine site presents a unique chemical challenge. We utilize pilot testing and bench-scale analysis to ensure accurate scaling of treatment systems. This data-driven approach prevents the common error of under-sizing equipment for fluctuating pH levels or high-solids wastewater. In high-vibration and corrosive mining zones, durability is the primary metric of success. We design systems that withstand these conditions while providing high GPH performance. Beyond process water, we integrate Viqua UV sterilization systems to provide safe drinking water for man-camps, ensuring that every aspect of your site's water cycle is managed with authoritative precision.
Direct Component Sourcing for Maintenance
Operational uptime depends on the availability of high-quality water equipment. Many providers offer consulting but lack the inventory to support ongoing maintenance. We close this gap by providing direct access to the exact specifications required for your system. We stock FilmTec and Hydranautics RO membranes, Pulsafeeder metering pumps, and Ashcroft pressure gauges to ensure your treatment circuit remains within regulatory compliance. Standardizing on Goulds Water Technology for fluid movement provides the heavy-duty performance needed for abrasive slurries and high-pressure filtration. To maintain your system's efficiency and prevent unplanned outages, you can Shop industrial water treatment components at Water Services, Inc. directly through our technical catalog. This transparency in sourcing allows your maintenance teams to secure reliable parts without navigating complex middle-man supply chains.
Optimizing Water Recovery and Operational Compliance
Effective water management is a critical pillar of modern industrial operations. The global mining water treatment systems market is projected to reach $7.85 billion by 2033. This growth reflects the increasing necessity for high-precision engineering in remote environments. By integrating advanced membrane filtration with modular infrastructure, operators can achieve zero liquid discharge and recover valuable process water. These strategies are vital for navigating a complex regulatory landscape and avoiding the high costs associated with hazardous waste generation.
Water Services, Inc. provides 30+ years of global water infrastructure experience. We serve as an authorized distributor for Goulds, Viqua, and FilmTec, specializing in modular and containerized system design. Our team understands the rigors of remote industrial sites and provides the technical integrity you can trust. Explore our custom mining wastewater treatment solutions and components to find the exact hardware required for your application. Achieving reliable water treatment is the most direct path to sustainable and profitable mining operations.
Frequently Asked Questions
What is the most effective technology for removing heavy metals from mine water?
Chemical precipitation paired with advanced membrane filtration is the most reliable method for heavy metal removal. Adjusting pH levels causes dissolved metals to settle as solids; however, tertiary treatment using FilmTec or Hydranautics RO membranes ensures the removal of trace contaminants. This combination allows sites to meet strict discharge limits for lead, arsenic, and cadmium. Precise dosing with Walchem controllers prevents chemical waste and ensures consistent effluent quality across varying feed streams.
How does Zero Liquid Discharge (ZLD) benefit mining operations?
Zero Liquid Discharge (ZLD) eliminates liquid waste streams while maximizing water recovery for reuse. This strategy is essential for meeting the 2034 EPA zero-discharge deadline for specific leachate effluents. By 2026, 70% of mining sites will adopt similar reuse strategies to offset rising water costs. ZLD also allows for the recovery of valuable salts and minerals from the brine, which can help recoup the capital investment of the treatment system.
Can mobile water treatment plants handle high-volume mining discharge?
Mobile water treatment plants are designed for high-volume mining wastewater treatment solutions through modular scalability. Standard 40ft containerized units can be daisy-chained to accommodate fluctuating GPH requirements. These systems handle high-solids wastewater by integrating primary clarification with mobile ultrafiltration. This flexibility allows operators to scale capacity as production increases without the long construction timelines or the high costs of permanent, fixed-site infrastructure.
What is the difference between Acid Mine Drainage (AMD) and process wastewater?
Acid Mine Drainage (AMD) results from the natural oxidation of sulfide minerals when exposed to air and water. In contrast, process wastewater contains residual chemicals like cyanide or flotation reagents used during mineral extraction. AMD typically requires aggressive pH neutralization to manage its high acidity. Process water management focuses on the removal of specific processing chemicals and suspended solids to allow for safe environmental release or internal site reuse.
Why is Reverse Osmosis (RO) preferred for mineral recovery processes?
Reverse Osmosis (RO) is preferred because it achieves high-purity permeate necessary for sensitive mineral extraction processes. RO technology can recover over 95% of water from brackish mine streams, significantly reducing fresh water intake requirements. This high-purity water is critical for solvent extraction circuits where contaminants can interfere with chemical reagents. Utilizing industrial-grade membranes ensures stable performance even when treating feed water with high osmotic pressure.
How often should RO membranes be replaced in mining environments?
RO membranes in mining environments generally require replacement every 2 to 5 years. This lifespan depends heavily on the effectiveness of pre-treatment and Clean-In-Place (CIP) protocols. Using high-quality antiscalants and sediment filters helps prevent irreversible fouling from calcium carbonate or iron. Regular monitoring with Ashcroft pressure gauges allows operators to detect fouling early, ensuring the system maintains its rated capacity and permeate quality throughout its service life.
What are the advantages of containerized water treatment systems over fixed plants?
Containerized systems offer significantly faster deployment and lower site preparation costs than fixed plants. These units are pre-assembled and tested in a controlled environment, reducing the risk of installation errors in remote areas. Because they are portable, they can be easily relocated or decommissioned to satisfy reclamation guarantees, which currently exceed $4.5 billion in Nevada. This portability makes them ideal for exploratory sites or temporary operations requiring immediate compliance.
Do you provide technical support for international mining sites?
We provide comprehensive technical support and global logistical capabilities for mining operations worldwide. From our headquarters in Provo, Utah, we ship Tier-1 components like Goulds pumps and Viqua UV systems to Africa, South America, and beyond. Our 30+ years of industrial experience ensure that international sites receive the engineering expertise and replacement parts needed to maintain high uptime. We prioritize technical integrity to ensure your equipment performs reliably in harsh environments.
0 comentarios