
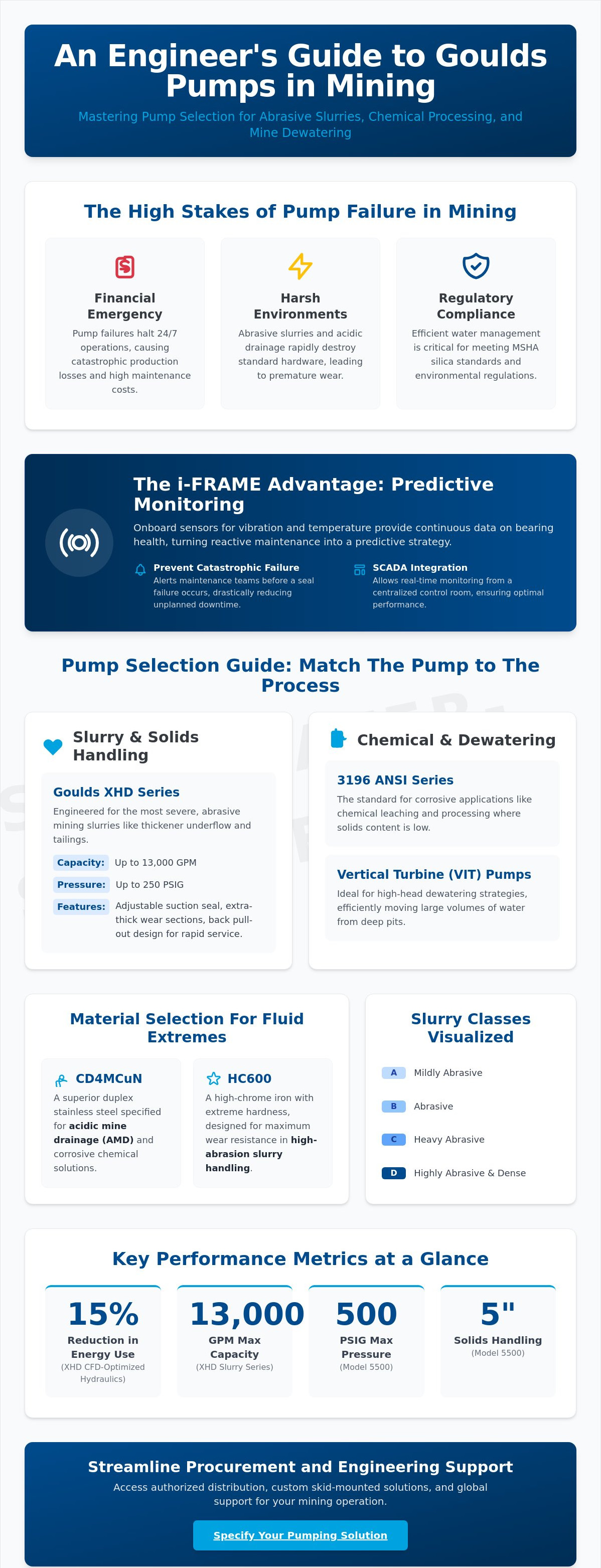
A pump failure in a 24/7 mining operation isn't just a maintenance ticket; it's a site-wide financial emergency. You understand that abrasive slurries and acidic mine drainage can destroy standard hardware in weeks, leading to high maintenance costs and lost production. With the April 14, 2026, deadline for the new MSHA respirable crystalline silica standard approaching for metal and nonmetal mines, the efficiency of your water management system is now a matter of regulatory compliance. Selecting goulds pumps for mining applications requires a precise match between hydraulic performance and the specific abrasive class of your ore.
This engineering guide provides the technical criteria needed to master pump selection for the most demanding environments. We will detail how to lower your total cost of ownership by utilizing CFD-optimized hydraulics found in the Goulds XHD series, which can reduce energy consumption by up to 15%. You'll also learn to specify configurations for the Model 5500 that handle solids up to 5 inches and pressures up to 500 PSIG. Our preview covers everything from acidic drainage mitigation to high-head dewatering strategies designed to maximize your operational uptime and ensure compliance with environmental wastewater regulations.
Key Takeaways
- Understand how i-FRAME intelligent monitoring and heavy-duty power ends provide the durability markers required for continuous mineral processing.
- Match hydraulic performance to fluid characteristics by comparing the XHD slurry series with the 3196 ANSI series for chemical leaching.
- Evaluate high-head dewatering strategies using Goulds Vertical Turbine (VIT) pumps to move water efficiently from deep pits.
- Select the appropriate metallurgy for your site; use CD4MCuN for acidic drainage or HC600 for high-abrasion slurry handling.
- Streamline procurement of goulds pumps for mining applications through authorized distribution and engineering of custom skid-mounted solutions.
Why Goulds Pumps are the Standard for Mining and Mineral Processing
Goulds Pumps occupies a central position in the global 'Infrastructure for Today' initiative. This program focuses on modernizing mineral processing facilities to meet the increasing demand for critical minerals. In these harsh environments, goulds pumps for mining applications provide the mechanical reliability necessary for 24/7 production cycles. The brand's dominance stems from specific durability markers, including oversized shafts and heavy-duty power ends designed to withstand high radial and axial loads. Site managers prioritize these units because they handle the most demanding fluid streams, from thickener underflow to tailings disposal. By standardizing on Goulds Water Technology Pumps, operations significantly reduce spare parts inventory costs. Using interchangeable components across different pump sizes simplifies logistics and ensures that critical spares remain available for slurry, process water, and waste handling applications.
The i-FRAME Advantage: Preventing Catastrophic Failure
The i-FRAME power end represents a shift toward digital monitoring in industrial hardware. These units feature onboard vibration and temperature sensors that provide continuous data on bearing health. When a sensor detects anomalies, it alerts maintenance teams before a catastrophic seal failure occurs. This predictive capability is essential for remote mining sites where a sudden breakdown can stop production for days. The i-FRAME system reduces unplanned downtime by identifying the early stages of bearing fatigue or lubrication failure. Integration with site-wide SCADA systems allows for real-time monitoring of performance metrics from a centralized control room. This data-driven approach ensures that goulds pumps for mining applications operate within their preferred hydraulic range, extending the mean time between failures.
Comparing Slurry Classes for Mining Applications
Selecting a pump requires a precise understanding of slurry pump technology and the specific classification of the fluid. Slurries are categorized from Class A to Class D based on solids concentration and particle size. Class A slurries are mildly abrasive, while Class D represents heavy, highly abrasive mixtures that require specialized linings and lower operating speeds. Matching the pump's impeller design and metallurgy to these classes prevents premature wear and maintains hydraulic efficiency. Many industrial water treatment systems depend on proper pre-treatment pumping to manage solids before they reach sensitive membranes or filters. The abrasion index is a specific metric used in Goulds engineering to quantify the relative wear rate of pump internals based on the hardness and angularity of the handled solids.
Slurry Handling vs. Chemical Process Pumping: Selecting the Right Series
Mining engineers often face a critical choice when specifying equipment for "dirty" water applications. While a standard process pump offers high efficiency, it will fail rapidly if the solids concentration exceeds specific thresholds. For goulds pumps for mining applications, the distinction between the XHD Slurry series and the 3196 ANSI series is defined by the fluid's abrasive index and chemical volatility. Selecting the wrong series leads to accelerated wet-end wear or seal failure, both of which drive up the total cost of ownership. The goal is to match the pump's mechanical design to the specific phase of the mining lifecycle, whether it's raw ore transport or chemical recovery.
Goulds XHD: Severe Duty Slurry Features
The Goulds XHD series is the primary choice for the most severe abrasive mining slurries. These pumps are engineered for capacities up to 13,000 GPM (2,950 m³/h) and can handle pressures up to 250 PSIG (17 bar). A standout feature is the adjustable suction seal. This mechanism allows maintenance teams to maintain tight clearances as the impeller wears, which preserves hydraulic efficiency without requiring a full teardown. The XHD also utilizes extra-thick sections in high-wear areas and a back pull-out design. This configuration allows for the removal of the power end and impeller without disturbing the piping, which is essential for rapid service in 24/7 operations. You can find detailed performance curves for these heavy-duty units in our Goulds pump collection.
ANSI 3196 for Leaching and Pregnant Solutions
When the application shifts from solids transport to chemical processing, the Goulds 3196 ANSI process pump becomes the workhorse. This model is specifically designed for handling corrosive chemicals in gold and copper solution mining, such as pregnant leach solutions (PLS). Reliability in these circuits is mandatory; commercial water purification systems and leaching plants require ANSI-grade stability to maintain consistent feed rates. Selection for these hazardous fluids involves choosing the correct seal plan. Plan 11 is often sufficient for simple recirculation, but Plan 53, which uses a pressurized barrier fluid, is preferred for hazardous fluids that cannot leak into the environment.
For applications involving fine abrasives where metal might crack, SRL (Soft Rubber Lined) pumps offer superior resilience. The rubber lining absorbs the impact of small particles, extending the life of the casing. Conversely, for sump and pit applications, the Vertical Cantilever (VIC) design is the standard. These pumps eliminate submerged bearings, which are the most frequent failure point in gritty mine sumps. By removing the bearing from the fluid, the VIC design ensures goulds pumps for mining applications remain operational even in the most neglected corners of the mine site.
Mine Dewatering Strategies: Vertical Turbines vs. Submersibles
Effective dewatering is the foundation of pit viability. Without a reliable system to move water from deep shafts to the surface, the mine face remains inaccessible and hazardous. Selecting goulds pumps for mining applications in a dewatering context requires an analysis of lift requirements, water chemistry, and site portability. While submersible pumps offer "plug-and-play" convenience for temporary sumps, high-head applications typically demand the multi-stage power of vertical turbines. These systems must manage "dirty" dewatering, where suspended solids in mine runoff can erode standard components if the pump isn't properly specified for the abrasive load.
Vertical Turbine Selection for Deep Shafts
Goulds Vertical Turbine (VIT) pumps are the primary choice for extreme lifts. Their modular bowl construction allows engineers to customize the number of stages to meet specific head and flow requirements. This flexibility is critical when groundwater is saline or acidic, as it allows for the use of specialized materials like duplex stainless steel. A significant challenge at remote mountain sites is the impact of altitude on Net Positive Suction Head (NPSH). At high elevations, lower atmospheric pressure reduces the available NPSH. For instance, at 10,000 feet, you lose approximately 10.6 feet of head pressure compared to sea level. Failing to account for this leads to poor performance and mechanical damage. Cavitation occurs when the local pressure drops below the vapor pressure of the fluid, causing vapor bubbles to form and collapse violently against the impeller surface.
Surface Dewatering and Water Management
Once water reaches the surface, horizontal split-case pumps often take over for high-volume plant feed or long-distance transfer. These units provide easy access to internal components, which simplifies routine inspections. In scenarios requiring rapid deployment or temporary capacity increases, mobile water treatment plant rental units utilize Goulds pumps to integrate seamlessly with existing site infrastructure. These containerized solutions allow for immediate response to seasonal flooding or unexpected groundwater surges. By utilizing goulds pumps for mining applications within these mobile units, operators maintain the same reliability and parts commonality found in their permanent installations. This consistency ensures that maintenance teams can service the equipment using standard inventory, even during emergency dewatering events.
Material Selection for Corrosive and Abrasive Mine Fluids
Matching metallurgy to the fluid's chemical profile is the most effective way to control total cost of ownership. For goulds pumps for mining applications, CD4MCuN Duplex Stainless Steel is the gold standard for handling acidic mine drainage. It provides superior corrosion resistance compared to 316SS while maintaining the mechanical strength required for high-pressure environments. This alloy is particularly effective against chloride-induced stress corrosion cracking, a common failure mode in deep-pit groundwater. Conversely, High-Chrome Iron (HC600) offers maximum hardness for abrasive slurry wear. HC600 typically reaches 650+ Brinell hardness, making it ideal for the most aggressive erosion environments. While HC600 excels in erosion resistance, it's brittle and unsuitable for low-pH fluids where chemical corrosion would bypass the material's protective oxide layer.
The choice between hard metal and elastomer linings depends on particle size and impact velocity. Elastomers survive the "impact" of fine particles by deforming and rebounding. This characteristic makes rubber-lined pumps highly efficient for tailings and fine-grind slurries. However, large, angular solids can tear rubber linings; this makes hard metal a more durable choice for primary grinding circuits. Maintenance teams must utilize proper personal protective equipment (PPE) when servicing these systems. This is especially critical when residual corrosive fluids or heavy metal particulates are present in the pump casing during a teardown.
Combating Acidic Mine Drainage (AMD)
Standard cast iron often fails within weeks when exposed to low-pH mine water. Acidic drainage accelerates metal loss through uniform corrosion and pitting. Consulting a water treatment chemicals distributor helps identify the precise pH neutralization requirements for your site. While premium alloys involve a higher initial investment, the cost-benefit analysis favors them over the frequent replacement of standardized cast iron units. Strategic material selection ensures the pump survives the fluid's chemistry until the next scheduled maintenance interval.
Sealing Solutions for High-Solids Fluids
Mechanical seals offer a leak-free environment but require clean flush water to prevent abrasive particles from destroying the seal faces. In remote sites where flush water is scarce, heavy-duty packing remains a viable, albeit higher-maintenance, alternative. Managing the "dilution" effect of flush water is critical for maintaining process concentration in mineral recovery. Utilizing electric power controls to manage VFDs allows for soft-starts. This reduces the mechanical shock on the sealing system when handling heavy, high-density fluids. For technical specifications on chemical-resistant metallurgy, view our Goulds engineering data sheets.
Procurement and Global Support for Goulds Mining Pumps
Procurement for goulds pumps for mining applications involves more than simple hardware acquisition; it requires a logistical partner capable of navigating complex international supply chains. Water Services, Inc. operates as an authorized distributor with the specialized expertise needed to move heavy industrial equipment to remote regions, including active sites in Africa, South America, and the Middle East. We provide comprehensive technical support that extends beyond the initial sale. This includes offering site-specific pump curve analysis to ensure the selected hardware matches the actual system head and friction losses of your installation. This verification process prevents common sizing errors that lead to hydraulic inefficiency or premature mechanical failure.
Custom Engineering for Remote Locations
Remote mining sites often lack the infrastructure required for complex on-site assembly of pumping systems. We address this challenge by engineering custom skid-mounted and containerized pumping solutions. These modular stations are pre-wired, pre-piped, and tested before they arrive at the site, allowing for rapid deployment and immediate integration into existing workflows. Integrating these high-performance units into industrial water filtration systems ensures that the pumping and treatment stages function as a single, cohesive process. Logistical planning for these heavy assets includes specialized packaging and strict compliance with international shipping regulations to prevent customs delays or transit damage. This turnkey approach reduces the technical burden on site managers and ensures that the infrastructure is operational within days of arrival.
Maintenance and Spare Parts Strategy
A robust maintenance strategy begins with the identification of "critical spares" for every Goulds unit on site. For slurry and process applications, this inventory must include high-wear items such as impellers, shaft sleeves, and mechanical seals. Maintaining a local stock of these components is the only way to prevent extended site shutdowns during an unexpected equipment failure. We provide specialized training for on-site maintenance teams to help them leverage the i-FRAME intelligent monitoring system discussed earlier in this guide. This training empowers local crews to perform predictive maintenance, basic seal replacements, and vibration analysis without waiting for external technicians. Proactive parts management combined with digital monitoring maximizes the service life of your assets. Browse our in-stock Goulds inventory for mining and industrial use to secure the hardware and replacement components needed for your 2026 operational goals.
Securing Operational Uptime with Engineered Pumping Solutions
Achieving sustained productivity in 2026 requires more than just high-capacity hardware. It demands a precise alignment between pump metallurgy and your site's specific chemical and abrasive profiles. By integrating the i-FRAME intelligent monitoring system and selecting specialized alloys like CD4MCuN for acidic drainage, you significantly reduce the risk of catastrophic failure. Lowering your total cost of ownership shouldn't be a matter of guesswork. The technical criteria for goulds pumps for mining applications focus on maintaining hydraulic efficiency even as components wear, ensuring your dewatering and mineral processing circuits remain operational under extreme conditions.
Water Services, Inc. is an Authorized Goulds Water Technology Distributor with over 30 years of global mining water engineering experience. We're specialists in high-head and abrasive fluid handling, providing the technical support necessary for successful installations in the world's most demanding environments. Consult with our engineers to select the right Goulds pump for your mining project. We are ready to help you optimize your water management infrastructure for long-term reliability and compliance.
Frequently Asked Questions
What is the best Goulds pump for abrasive gold mine slurry?
The Goulds XHD Extra Heavy Duty Lined Slurry Pump is the most effective model for abrasive gold mine slurry. It handles capacities up to 13,000 GPM and pressures to 250 PSIG. The adjustable suction seal allows your team to maintain efficiency as the impeller wears, which is critical for the high-solids environment of gold processing.
How do I select a pump for acidic mine drainage with a pH of 3.0?
You should specify CD4MCuN Duplex Stainless Steel for mine drainage with a pH of 3.0. This material provides significantly better resistance to pitting and stress corrosion than standard 316 stainless steel. It maintains structural integrity in low-pH environments where cast iron or carbon steel would fail within weeks of installation.
Can Goulds vertical turbine pumps be used for deep pit dewatering?
Yes, Goulds Vertical Turbine (VIT) pumps are engineered specifically for deep pit dewatering and high-head applications. Their multi-stage design allows for extreme lifts that single-stage submersibles cannot achieve. The modular bowl construction lets you customize the pump to your specific shaft depth and flow requirements without sacrificing hydraulic efficiency.
What is the difference between the Goulds XHD and the 3196 for mining?
The primary difference is the fluid's solids content and chemical nature. The XHD is a severe-duty slurry pump designed for abrasive solids and high-density mixtures. In contrast, the Goulds 3196 is an ANSI process pump optimized for chemical transfer and leaching solutions where corrosive resistance is more important than abrasion handling.
How does altitude affect the performance of a mine dewatering pump?
Increased altitude reduces the atmospheric pressure, which lowers the Net Positive Suction Head (NPSH) available to the pump. This reduction increases the risk of cavitation, especially in high-head dewatering. You must calculate the specific head loss for your site's elevation to prevent mechanical damage to the impeller and ensure stable flow rates.
What are the common causes of pump failure in mineral processing plants?
Abrasive wear and seal failure are the most common causes of pump failure in mineral processing. When selecting goulds pumps for mining applications, ensure the metallurgy matches the abrasive index of the ore. Cavitation and dry running also lead to rapid bearing and impeller degradation if the system isn't monitored correctly.
Are Goulds pumps compatible with variable frequency drives (VFDs)?
Goulds pumps are fully compatible with variable frequency drives (VFDs) to optimize energy consumption and process control. Using a VFD allows for soft-starts, which reduces the mechanical shock on the power end and sealing system. This is particularly beneficial when handling high-density fluids that require significant torque to initiate flow through the circuit.
How often should I monitor the i-FRAME sensor on my mining pump?
The i-FRAME sensor provides continuous, real-time digital monitoring of vibration and temperature. While the system alerts you to anomalies automatically via site SCADA systems, your maintenance team should review the data trends weekly. This proactive approach helps identify bearing fatigue or lubrication issues before they cause unplanned site downtime in goulds pumps for mining applications.
0 comentarios