
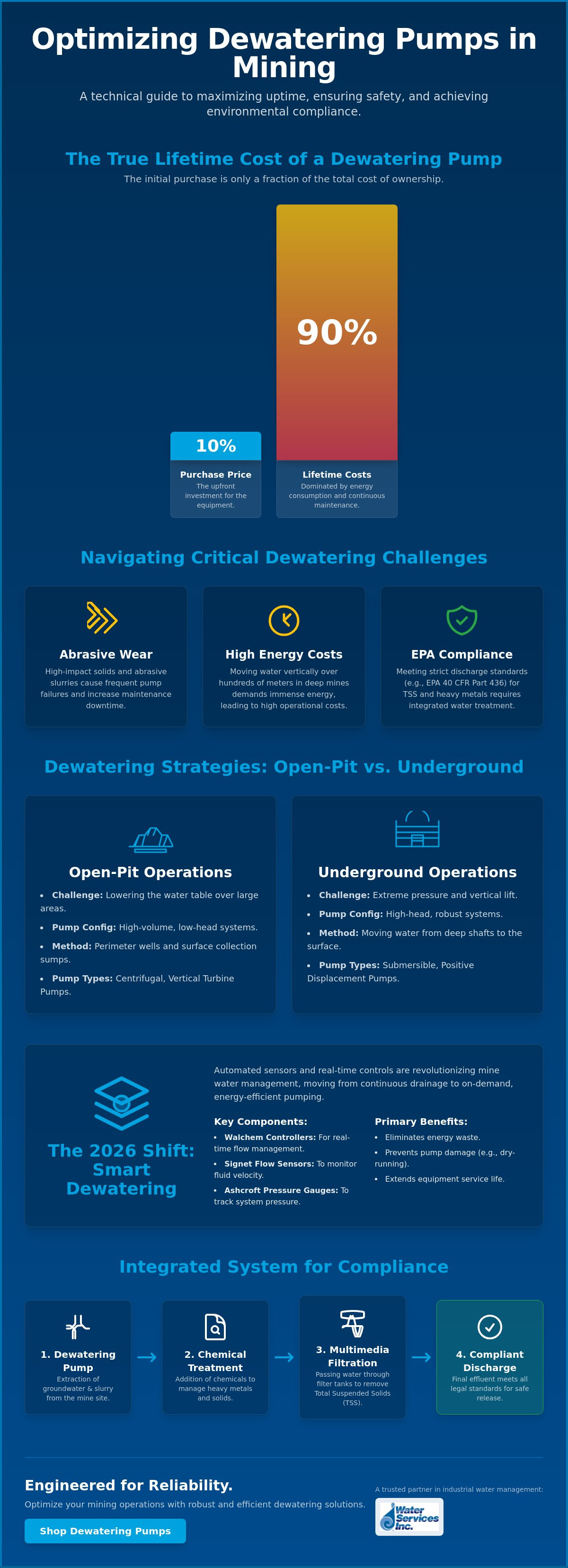
Did you know that the initial purchase price of a dewatering pump often represents only 10% of its total lifetime cost? For high-stakes operations, selecting the right dewatering pumps for mining applications is less about the sticker price and more about managing the 90% consumed by energy and maintenance. You're likely dealing with frequent pump failures from abrasive wear or rising pressure to meet the EPA’s strict 40 CFR Part 436 discharge standards. It's a constant battle between keeping the mine dry and keeping operational costs under control.
This guide provides the technical framework to optimize mine uptime and safety through precision pump selection and integrated water management. We'll analyze hydraulic calculations, explore the 2026 shift toward energy-efficient smart pumps, and detail how to extend equipment service life in abrasive environments. By aligning your hardware, such as Goulds Water Technology Pumps, with specific site requirements, you can achieve reduced downtime and ensure compliance with the latest environmental discharge standards. Following these industrial engineering principles will help you maintain a stable, dry, and compliant mining environment.
Key Takeaways
- Identify the structural risks of groundwater accumulation and why precise dewatering is the primary safeguard for mine site integrity.
- Compare the mechanical advantages of centrifugal and submersible dewatering pumps for mining applications to optimize performance in harsh, abrasive environments.
- Master technical calculations for Total Dynamic Head (TDH) and friction loss to prevent equipment failure and reduce high energy costs.
- Learn how to link pumping hardware with downstream multimedia filter tanks and treatment systems to maintain compliance with 2026 effluent regulations.
- Analyze the logistical benefits of purchasing heavy-duty pumps versus using mobile ultrafiltration rentals for temporary or emergency mining operations.
The Critical Role of Dewatering Pumps in 2026 Mining Operations
Mine dewatering is the intentional removal of groundwater or surface water from a mine site. It's the primary safeguard for structural integrity in both open-pit and underground environments. In 2026, the global mining market is projected to reach $3.7 billion, driven by deeper excavations that require increasingly complex mine dewatering techniques. Deploying reliable dewatering pumps for mining applications prevents groundwater infiltration from causing wall instability or catastrophic flooding. These events don't just stop production; they disrupt global mineral supply chains and lead to massive financial losses.
The 2026 shift toward "Smart Dewatering" utilizes automated sensors and Walchem controllers to manage flow in real-time. By integrating precision instrumentation like Signet flow sensors and Ashcroft pressure gauges, operators monitor pump health and prevent dry-running. This proactive approach eliminates the energy waste associated with continuous, unmanaged drainage. It ensures that pumping systems only operate when necessary, extending the service life of critical hardware like Goulds Water Technology Pumps.
Open Pit vs. Underground Drainage Requirements
Open-pit operations typically utilize perimeter wells to lower the water table. These require high-volume, low-head pumping configurations. Conversely, deep underground shafts present extreme pressure challenges. Robust dewatering pumps for mining applications are essential here to move water vertically over hundreds of meters. Maintaining dry conditions at the "face" is critical. It ensures safe working conditions for personnel and prevents equipment from getting mired in sludge, which directly impacts daily tonnage targets.
Environmental Compliance and Discharge Standards
Regulations for mine water discharge are becoming more stringent in 2026, especially regarding the EPA’s Mineral Mining and Processing Effluent Guidelines. Modern pumps must do more than just move water; they must be compatible with downstream mining wastewater treatment solutions. This integration is vital for managing Total Suspended Solids (TSS) and preventing the release of heavy metals into local aquifers. Effective pumping systems now incorporate multimedia filter tanks and specific water treatment chemicals to ensure the final effluent meets all legal discharge standards before it leaves the site.
Primary Pump Technologies for Harsh Mining Environments
Selecting dewatering pumps for mining applications requires a precise understanding of fluid dynamics and material science. Mining environments present a combination of high static heads, abrasive suspended solids, and corrosive chemistry. Goulds Water Technology Pumps remain the industry benchmark for durability and serviceability in these conditions. Their engineering focus on wear-resistant alloys ensures long-term reliability where standard commercial pumps fail within weeks. These units are designed for the rigors of 24/7 operation in remote locations where maintenance access is limited.
Vertical turbine pumps are specifically utilized for deep-well groundwater lowering. These multi-stage units provide the high-head capability needed to lift water from significant depths while maintaining a small footprint. For applications involving high-viscosity sludge or paste transfer, positive displacement pumps are the preferred technology. Unlike centrifugal models, they provide a constant flow regardless of system pressure, making them ideal for moving thick tailings or heavy slurries that would otherwise clog standard drainage lines.
Submersible Pumps: Versatility in Submerged Sites
Submersible pumps are the primary solution for flooded shafts and borehole applications. One major technical advantage is motor cooling. The surrounding fluid acts as a natural heat sink, which is critical in high-ambient-temperature underground mines. This design eliminates the need for complex external cooling systems. Seal selection determines the mean time between failures (MTBF). Silicon carbide seals provide excellent abrasion resistance; however, tungsten carbide is often specified for extreme environments where high-impact solids are present. For specific model specifications, you can view our industrial pump inventory to match hardware to your site's TDH requirements.
Centrifugal Pumps: Efficiency for Process Water
Centrifugal pumps are the workhorses for high-volume water movement. The relationship between impeller design and fluid composition is vital. Open impellers allow for the passage of larger solids, while closed impellers offer higher hydraulic efficiency for moving process water over long distances. Maintenance efficiency is another core consideration. Horizontal split-case designs allow for rapid on-site repair. Technicians can inspect the rotating element without disturbing the motor alignment or suction piping.
Energy management is a priority for 2026 mining operations. Integrating Variable Frequency Drives (VFDs) with centrifugal units allows for precise control of flow rates. This prevents the energy waste of "throttling" and significantly reduces the total cost of ownership. Using Walchem controllers alongside these pumps ensures that the system responds automatically to changing water levels, maintaining optimal efficiency across the entire hydraulic cycle.
Engineering Selection: Calculating Flow, Head, and Slurry Impact
Friction loss variables significantly impact the efficiency of the hydraulic cycle. Engineers must account for pipe diameter, material roughness (C-factor), and the resistance created by valves and fittings. Smaller pipe diameters increase flow velocity, which exponentially raises friction loss and energy consumption. Additionally, the specific gravity of mine water often exceeds 1.0 due to suspended solids. A specific gravity of 1.2 requires 20% more motor horsepower to maintain the same flow rate as clean water. Ignoring this metric will lead to motor overheating and nuisance tripping of circuit breakers.
Net Positive Suction Head (NPSH) is another vital metric, especially for high-altitude mining sites in regions like the Andes or the Rockies. Lower atmospheric pressure reduces the available NPSH, increasing the risk of cavitation. Cavitation occurs when vapor bubbles form and collapse against the impeller, causing pitting and mechanical damage. Ensuring that the NPSH available (NPSHa) comfortably exceeds the pump's NPSH required (NPSHr) is essential for maintaining 24/7 operational uptime.
The Impact of Abrasives and pH on Metallurgy
Mining fluids are often corrosive and abrasive. For acidic mine drainage (AMD), 316 stainless steel or duplex alloys are necessary to prevent chemical erosion. If the fluid contains high concentrations of silica or other hard particulates, high-chrome iron impellers (typically 27% Chromium) offer superior wear resistance. The particulate size, measured in microns, dictates impeller geometry. Vortex impellers are preferred for large, stringy solids, while channel impellers provide better hydraulic efficiency for smaller, abrasive particulates. Protective epoxy coatings or rubber liners can further extend casing life in these aggressive environments.
Sizing the Motor for 24/7 Duty Cycles
Correct motor sizing ensures long-term reliability without wasting energy. Many operators mistakenly oversize motors as a "safety margin," but this often leads to low power factor and premature bearing failure. Total Dynamic Head (TDH) is the sum of static head, friction head, and pressure head. Integrating advanced electric power controls provides essential surge protection and allows for soft-starts, which reduce mechanical stress on the pump shaft during activation. These systems monitor for phase loss and underload conditions, protecting your investment from electrical instability common in remote mine sites.
Integrating Dewatering with Industrial Water Treatment
Removing water from the mine face is only the initial phase of a comprehensive hydraulic cycle. In 2026, regulatory pressure regarding wastewater discharge means that dewatering pumps for mining applications must function as the primary feed for downstream mining wastewater treatment systems. Raw mine water often contains high levels of Total Suspended Solids (TSS), dissolved heavy metals, and extreme pH levels. Discharging this water directly into local aquifers without processing is no longer an operational option under modern environmental standards.
The treatment process typically begins with multimedia filter tanks. These units utilize layered media to capture suspended particulates that passed through the pump’s suction strainer. For more complex contaminants like arsenic, lead, or copper, operators integrate commercial reverse osmosis water filtration systems. Utilizing high-performance FilmTec or Hydranautics RO membranes ensures that the final effluent meets stringent 40 CFR Part 440 guidelines. To manage acidic mine drainage, Pulsafeeder metering pumps are used to inject neutralizing agents. These dosing systems are often controlled by Walchem instrumentation to ensure precise pH levels before the water leaves the site.
Containerized and Modular Treatment Systems
Remote mining sites benefit from modular, "plug-and-play" treatment units. These containerized reverse osmosis plants and mobile ultrafiltration systems offer logistical flexibility, allowing for rapid deployment as the mine footprint expands. These industrial water filtration systems are often paired directly with dewatering pumps to facilitate resource recovery. Treated water can be reused for dust suppression or mineral processing, reducing the mine’s overall fresh water demand and lowering operational costs.
Managing Sludge and Filter Cake
Primary water treatment creates a secondary challenge: sludge management. Concentrated waste from clarifiers and RO reject streams must be further processed. Specialized slurry pumps move this thick material to filter presses where the water is reclaimed. This process is essential for Zero Liquid Discharge (ZLD) systems, where every drop of water is recycled within the plant. This cycle ensures that no liquid waste is released into the environment, which is becoming a standard requirement for mine closures. You can browse our full range of water treatment components to build a compliant and efficient discharge system.
Procurement Strategy: Rental vs. Purchase and Maintenance
The decision to rent or purchase dewatering pumps for mining applications depends on project duration and capital availability. Industry data from 2026 suggests that for short-term projects lasting less than 12 months, renting is the more cost-effective strategy. It allows operators to utilize OpEx budgets and access the latest technology without long-term depreciation. However, for continuous operations exceeding 15 months, purchasing the equipment typically provides a lower Total Cost of Ownership (TCO). While the initial purchase price is a significant capital expenditure (CapEx), it represents only 10% of the pump's lifetime cost. The remaining 90% is consumed by energy, labor, and ongoing maintenance.
Mobile water treatment plant rentals offer a strategic advantage for temporary exploration or emergency flooding scenarios. These modular units, including mobile ultrafiltration systems, can be deployed rapidly to manage sudden water influxes without the lead times required for permanent infrastructure. For permanent installations, Goulds Water Technology Pumps offer a distinct logistical advantage. Their global distribution network ensures that replacement parts are available in major mining hubs, minimizing the risk of extended downtime due to supply chain delays. This availability is a key factor in maintaining the high uptime required for modern mineral production.
Preventative Maintenance and Spare Parts Inventory
Reliability in harsh environments requires a robust on-site inventory. A "Critical Spares" list should include high-wear components such as mechanical seals, bearings, impellers, and gaskets. Utilizing predictive maintenance technologies like vibration analysis and thermal monitoring allows technicians to identify bearing wear or motor overheating before a catastrophic failure occurs. Safety is paramount during these procedures. Maintenance crews must utilize appropriate personal protective equipment (PPE), including chemical-resistant gloves and eye protection, when servicing pumps handling acidic or contaminated fluids.
Technical Support and System Commissioning
Professional commissioning is essential to ensure the pump operates at its Best Efficiency Point (BEP). Operating a pump too far to the left or right of its performance curve leads to internal turbulence and accelerated wear. Ongoing technical support and maintenance contracts are vital for remote operations where specialized engineering staff aren't stationed on-site. These services ensure that your hydraulic systems remain optimized as mine conditions evolve and water tables shift over time.
Optimizing your water management strategy requires a partner that understands the intersection of pumping hardware and treatment chemistry. Consult with Water Services, Inc. for custom-engineered dewatering and treatment solutions to ensure your site remains compliant and productive.
Secure Operational Uptime with Precision Engineering
Success in modern mining requires a shift from simple water movement to integrated hydraulic management. We've analyzed how calculating Total Dynamic Head and accounting for abrasive slurry impact prevents premature mechanical failure. By matching robust hardware with downstream treatment technologies like reverse osmosis and multimedia filtration, you ensure compliance with 2026 environmental standards while protecting site structural integrity. This integrated approach reduces the high energy costs associated with inefficient, unmanaged drainage cycles.
Selecting the right dewatering pumps for mining applications is an investment in long-term reliability and reduced operational costs. As an authorized distributor of Goulds Water Technology, Water Services, Inc. provides the engineering expertise needed for modular containerized RO plants and global logistical support for remote industrial sites. Our technical team ensures your equipment operates at its Best Efficiency Point to maximize service life and minimize maintenance intervals.
Browse our selection of Goulds Water Technology Pumps and industrial treatment systems to optimize your site's water cycle. Maintaining a dry, safe, and compliant mine is achievable with the right technical partner and high-performance hardware.
Frequently Asked Questions
What is the best pump for high-head mine dewatering?
Multi-stage centrifugal pumps are the optimal choice for high-head mine dewatering. These units, such as specialized Goulds Water Technology Pumps, utilize multiple impellers to generate the pressure required for deep vertical lifts. Vertical turbine pumps are also frequently specified for their ability to handle significant static heads while maintaining a compact footprint in restricted shaft spaces. Correct selection ensures the pump operates efficiently against extreme vertical resistance.
How do you calculate the required flow rate for a mine dewatering system?
Flow rate is calculated by summing the estimated groundwater seepage, surface runoff from precipitation events, and any process water entering the drainage area. Engineers typically apply a safety factor of 1.5 to 2.0 to account for peak storm events. Accurate hydrogeological mapping and historical rainfall data are essential to ensure dewatering pumps for mining applications are sized for maximum inflow conditions.
Can submersible pumps handle abrasive mining slurries?
Submersible pumps can handle abrasive mining slurries when configured with wear-resistant metallurgy. Selecting impellers made from 27% high-chrome iron and utilizing tungsten carbide mechanical seals significantly extends service life. These materials resist the erosive action of silica and other hard particulates found in mine sumps. This configuration prevents the rapid hydraulic performance degradation common in standard drainage equipment used in high-solids environments.
What are the benefits of renting a mobile water treatment plant for mining?
Renting a mobile water treatment plant provides immediate regulatory compliance without the long lead times of permanent infrastructure. This strategy is ideal for exploration phases or managing emergency flooding. Mobile ultrafiltration systems and containerized reverse osmosis plants allow operators to treat water to discharge standards on a flexible OpEx basis. This avoids the heavy capital investment of a fixed plant during temporary operations.
How does pH level affect the choice of dewatering pump materials?
Low pH levels, characteristic of acidic mine drainage (AMD), necessitate the use of corrosion-resistant alloys like 316 stainless steel or duplex stainless steel. Standard cast iron or carbon steel components experience rapid pitting and structural failure when exposed to fluids with a pH below 4.0. Correct material selection ensures the longevity of dewatering pumps for mining applications in aggressive chemical environments where standard metallurgy fails.
What is the difference between dewatering and process water in mining?
Dewatering is the proactive removal of unwanted groundwater or surface water to maintain a dry and safe working environment. In contrast, process water is the water used intentionally within the mineral extraction cycle, such as in crushing, grinding, or flotation circuits. While dewatering water is often treated and discharged, process water is frequently recycled in a closed-loop system to minimize the site's total environmental footprint.
How often should mining pumps undergo preventative maintenance?
Maintenance frequency depends on the fluid's abrasiveness and the pump's duty cycle. For continuous dewatering in high-solids environments, monthly inspections of mechanical seals and bearing temperatures are recommended. Utilizing Ashcroft pressure gauges and Signet flow sensors allows for real-time performance monitoring. This enables a transition from scheduled intervals to more efficient condition-based maintenance programs that target specific mechanical issues before they lead to failure.
What safety standards apply to electrical controls in underground dewatering?
Electrical controls in underground mining must adhere to strict MSHA safety standards to prevent ignition in potentially explosive atmospheres. Controls should be housed in explosion-proof or NEMA 4X enclosures to protect against moisture, dust, and corrosive vapors. Integrating Walchem controllers with appropriate surge protection ensures reliable automated operation. These systems maintain compliance with underground safety regulations while protecting personnel from electrical hazards in damp environments.
0 comentarios