
The global water management market for the mining sector is projected to reach USD 7.50 billion in 2026, yet many operators still struggle with the extreme capital requirements of traditional infrastructure. You understand that strict environmental penalties and the high cost of water hauling are no longer manageable risks for remote sites. Compliance is mandatory, but permanent, high-CAPEX plants aren't always the most efficient answer for evolving regulatory landscapes. This 2026 guide explains how to implement modular zero liquid discharge mining systems to meet EPA regulations and recover valuable resources directly from process streams.
We'll examine the technical specifications of containerized reverse osmosis plants, mobile ultrafiltration units, and high-performance FilmTec or Hydranautics membranes designed for harsh industrial environments. You'll learn how to optimize water reuse rates, integrate reliable metering pumps, and eliminate discharge through scalable, component-driven solutions. This approach prioritizes operational uptime and technical integrity while ensuring your site meets the latest 2026 environmental standards, including the proposed zero-discharge limits for leachate that require immediate planning before the 2034 compliance deadlines. By focusing on durable, modular hardware, you can maintain compliance without the logistical burden of permanent civil works.
Key Takeaways
- Identify the 2026 regulatory mandates for total water recovery to ensure your mining permits remain in good standing.
- Compare primary treatment methods and secondary concentration technologies, including FilmTec RO membranes and mobile ultrafiltration systems.
- Deploy modular and containerized zero liquid discharge mining units to reduce capital expenditure and simplify logistics at remote sites.
- Calculate the total cost of ownership by balancing energy consumption against the savings from eliminated wastewater hauling.
- Design site-specific water management systems that account for unique volumetric flow rates and chemical compositions in global mining environments.
Understanding Zero Liquid Discharge (ZLD) in the 2026 Mining Landscape
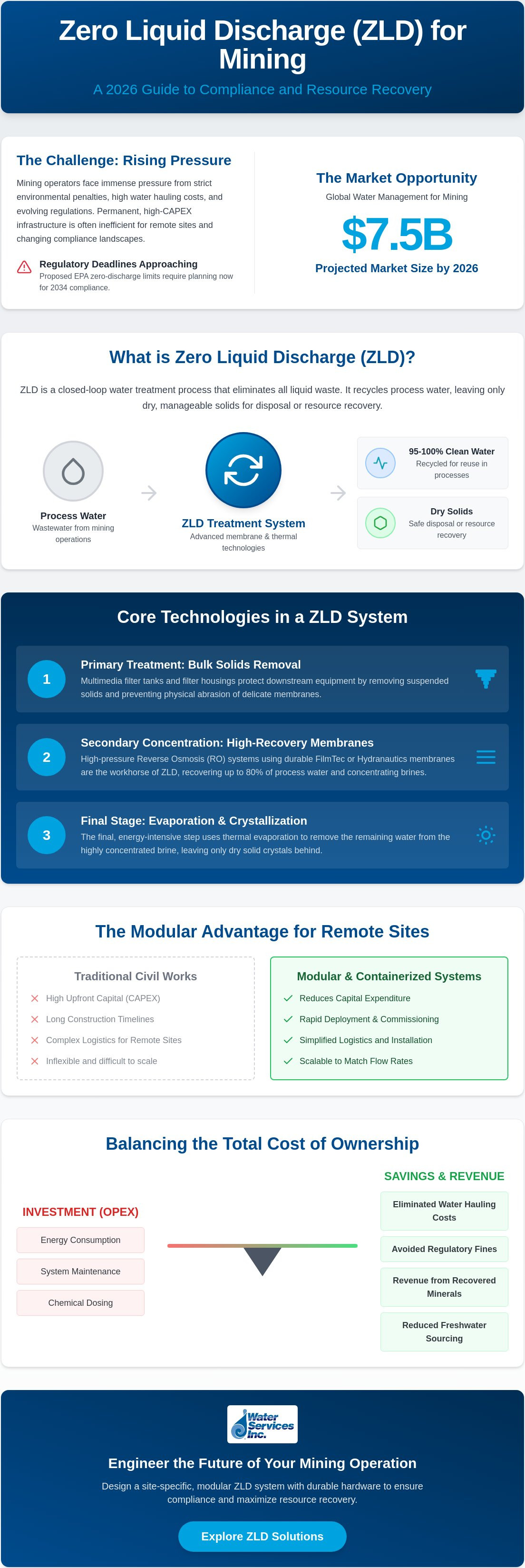
Zero liquid discharge (ZLD) is an industrial water treatment process designed to eliminate all liquid waste from a system. By utilizing advanced thermal or membrane-based technologies, zero liquid discharge mining operations recycle 100% of their process water, leaving only dry solids for disposal or recovery. This approach represents a fundamental shift from traditional wastewater management, moving the industry toward a closed-loop model that prioritizes both environmental safety and operational efficiency.
Gaining a technical Understanding Zero Liquid Discharge (ZLD) is essential for operators facing the regulatory pressures of 2026. The U.S. Environmental Protection Agency (EPA) has proposed stringent zero-discharge limits for specific pollutants in unmanaged combustion residual leachate, with public comments finalized by June 17, 2026. This regulatory trajectory mirrors global trends where mining permits are increasingly tied to total water recovery mandates. Relying on evaporation ponds is no longer a viable strategy for large-scale projects due to land use constraints and the high risk of groundwater contamination.
The Environmental and Regulatory Drivers
Global water scarcity directly impacts mining exploration permits. In arid regions of South America and Africa, authorities often require proof of zero-discharge capabilities before authorizing new operations. ZLD systems mitigate the risk of tailings dam failures by reducing the volume of liquid waste stored on-site. By concentrating waste into solids, mines protect local aquifers and maintain their social license to operate. Reliable hardware, such as Goulds Water Technology pumps and FilmTec reverse osmosis membranes, ensures these systems function in harsh, remote environments.
Resource Recovery: Turning Waste into Value
Modern ZLD systems do more than treat waste; they function as mineral extraction circuits. Brine streams often contain concentrated quantities of salts, lithium, or copper that can be harvested for additional revenue. High-purity water recovered through these systems is immediately available for reuse in process circuits, which reduces the cost of sourcing fresh water. This creates a clear economic incentive for sites to invest in high-recovery technologies. Efficient water management is a matter of logistical competence and long-term financial stability for 2026 mining projects.
Core Technologies Powering Mining ZLD Systems
Effective zero liquid discharge mining requires a sequential treatment train that moves from bulk solids removal to high-purity crystallization. Primary treatment involves multimedia filter tanks and Pentair filter housings to protect downstream membranes from physical abrasion. Once suspended solids are mitigated, secondary concentration stages utilize high-pressure membrane systems to recover up to 80% of process water. This stage is critical because it significantly reduces the volumetric load on the final, energy-intensive thermal evaporation units.
Research into The State of Zero Liquid Discharge in mining highlights that while thermal evaporation is the final step for achieving dry solids, the efficiency of the entire system depends on the performance of the pre-concentration membranes. Without high-recovery RO stages, the operational cost of thermal brine management becomes prohibitive. Chemical dosing via Pulsafeeder metering pumps and Walchem controllers is also necessary to deliver precise antiscalant dosages, which prevents mineral scaling and membrane fouling during these high-recovery cycles.
Advanced Reverse Osmosis and Membrane Performance
Membrane selection is the primary factor in preventing system downtime. FilmTec Reverse Osmosis Membranes are engineered for high-salinity mining water, offering superior rejection rates for heavy metals and sulfates. While Hydranautics RO membranes provide excellent performance in specific brackish applications, FilmTec often proves more resilient in the fluctuating feed water chemistries common at remote sites. These membranes must be protected by high-quality replacement sediment and carbon filters to maintain flux rates and avoid irreversible fouling. If you're building a new treatment train, you can browse high-performance RO membranes and filtration components here to ensure your system meets 2026 specifications.
Industrial Pumping and Fluid Movement
Industrial pumping systems must withstand the corrosive nature of concentrated brine. Goulds Water Technology Pumps are the industry standard for these demanding environments. These units manage the high-pressure requirements needed to overcome osmotic pressure in deep-well or tailings water recovery. Goulds centrifugal pumps ensure consistent flow in ZLD crystallization circuits, maintaining the velocity needed to prevent solid precipitation within the piping. Accurate monitoring via Signet flow sensors and Ashcroft pressure gauges allows for real-time adjustments to pump performance, ensuring the technical integrity of the entire fluid circuit.
Economic Challenges: Managing CAPEX and OPEX in ZLD
Implementing zero liquid discharge mining systems requires a rigorous analysis of total cost of ownership. While capital expenditure (CAPEX) for permanent infrastructure often reaches millions of dollars, operational expenditure (OPEX) remains the long-term challenge. Energy consumption stands as the primary driver of these costs, particularly in the final thermal evaporation stages. To manage these expenses, operators can integrate energy storage solutions such as sistemas BESS México to optimize consumption and maximize recovery in the membrane stages. This minimizes the volume of brine sent to the crystallizer. Efficient design is essential for financial viability.
Unplanned shutdowns are the most significant threat to a system's economic viability. Scaling in heat exchangers or membrane fouling can stop production and necessitate expensive clean-in-place (CIP) cycles. Proactive maintenance using high-quality replacement sediment and carbon filters prevents these failures. It's more cost-effective to replace consumables on a schedule than to repair a damaged RO membrane or a seized pump. Logistical competence in spare parts management is essential for maintaining site uptime. Reliable hardware reduces the frequency of these interventions.
Modular Rental Solutions for Exploration and Pilot Phases
Mobile water treatment plant rentals offer a path to ZLD testing without full capital commitment. These containerized reverse osmosis plants provide the flexibility needed for exploration-phase mining sites where the footprint may shift. Using mobile ultrafiltration systems allows for on-site pilot testing to verify water chemistry before investing in permanent hardware. Scaling capacity becomes a matter of adding modular units rather than undergoing a complete facility rebuild. This modular model effectively bypasses the high initial CAPEX that often stalls sustainability projects. It's a scalable path to compliance.
Monitoring and Process Control
Automation reduces labor costs and ensures process stability. Walchem Controllers provide automated chemical dosing, which maintains the precise antiscalant levels required to protect membranes. Integrating Signet flow sensors and Ashcroft pressure gauges into the control circuit allows for real-time adjustments to fluid dynamics. These components provide the data necessary for remote monitoring and automated alerts. This reduces the need for constant on-site supervision. Precise process control is the most reliable way to stabilize OPEX across the entire ZLD lifecycle. Efficiency is driven by data.
Deploying Modular and Containerized ZLD Systems at Remote Sites
Remote mining operations face significant logistical barriers when implementing zero liquid discharge mining. Traditional permanent plants require massive civil engineering projects that are difficult to execute in off-grid or high-altitude locations. Modular deployment bypasses these hurdles by utilizing pre-engineered, skid-mounted components. Before shipping, a comprehensive site assessment is mandatory. This includes analyzing seasonal fluctuations in water chemistry and calculating peak volumetric flow rates to ensure the system handles high-stress events. Precision in the planning phase prevents equipment failure once the units reach the site.
Once on-site, containerized units integrate directly with existing mine process water circuits. Connection points must be precision-aligned to avoid pressure drops or leaks that compromise efficiency. Commissioning involves rigorous testing to ensure the permeate meets reuse standards and the brine concentrate is stable for final processing. This "plug-and-play" approach allows mines to achieve compliance without the multi-year timelines associated with traditional construction. Logistical competence in transporting these units to remote regions is a hallmark of modern industrial water management.
The Advantages of Containerized RO and Filtration
Rapid deployment is the primary benefit of containerized systems. Most sites can move from design to active operation in weeks rather than months. These units house sensitive FilmTec membranes and Walchem electronics in climate-controlled environments. This protection is vital for maintaining performance in areas with extreme temperature swings or abrasive dust. You can learn more about Mining Wastewater Treatment Solutions to see how custom engineering fits into this modular framework. This setup ensures technical integrity in the most demanding global environments.
Operational Safety and PPE
Managing hazardous brine concentrates and chemical reagents requires strict safety protocols. Concentrated waste streams often contain high levels of heavy metals or corrosive salts that pose a risk to personnel. Operators must utilize high-quality Personal Protective Equipment (PPE) during maintenance and chemical recharging phases. Training local staff is equally important. They must understand how to monitor Signet flow sensors and manage Pulsafeeder pumps safely. Providing clear, technical documentation ensures that on-site personnel maintain system reliability while minimizing risk. If you're ready to upgrade your site's water management, view our full catalog of containerized plants and industrial components here.
Engineering the Future of Mining with Water Services, Inc.
Water Services, Inc. delivers site-specific engineering for zero liquid discharge mining operations. We move beyond generic, off-the-shelf solutions to provide hardware configurations tailored to your specific water chemistry. Our global reach extends to demanding projects in Africa, South America, and the Middle East. Logistical stability is our priority. We ensure that world-class components reach your site regardless of geographic isolation. Procurement is simplified through direct access to both individual hardware and fully integrated, custom-built plants.
Technical support and long-term maintenance contracts are vital for ZLD success. A system is only as reliable as its weakest component. We provide the technical integrity needed to maintain constant operations in harsh environments. Our approach combines domestic industrial reliability with a broad, international distribution network. This ensures your facility remains compliant and efficient throughout its entire lifecycle. We prioritize functional value over flashy presentation, focusing on the performance of every pump and membrane in the circuit.
From Design to Maintenance: A Full-Lifecycle Partner
Water Services, Inc. integrates high-performance technologies into cohesive ZLD plants. We utilize Goulds Water Technology pumps for high-pressure fluid movement and FilmTec RO membranes for precise mineral concentration. For disinfection and purification, Viqua UV systems are incorporated where specific water quality standards are required. Our engineering team has solved complex wastewater challenges in Provo and other global industrial hubs. You can explore our Industrial Water Treatment Systems for broader context on these high-purity solutions. We don't just sell equipment; we engineer reliability.
Get Started with a ZLD Site Assessment
The first step toward total water recovery is a technical consultation. We analyze your volumetric flow data and mineral profiles to determine the most cost-effective path forward. This process helps determine the right mix of direct equipment sales for permanent infrastructure and modular rentals for temporary needs. Our team helps you navigate the technical specifications required for 2026 environmental compliance. We provide clear, factual data points to support your capital allocation decisions. Efficiency starts with an accurate assessment of your current water circuit.
Contact Water Services, Inc. for a custom ZLD engineering quote to secure your site's operational future and ensure compliance with 2026 mandates.
Securing Operational Uptime Through Advanced Water Recovery
Achieving 2026 environmental compliance requires a shift from traditional infrastructure to scalable, component-driven solutions. Modular zero liquid discharge mining systems provide the technical flexibility needed to recover 100% of process water while minimizing capital expenditure at remote sites. Success depends on the integration of high-durability hardware that can withstand corrosive brine and extreme environmental shifts. By prioritizing site-specific engineering over off-the-shelf products, you ensure long-term stability and resource recovery across your entire fluid circuit.
Water Services, Inc. leverages over 30 years of global water infrastructure experience to design and deploy these specialized systems. As an authorized distributor for Goulds, FilmTec, and Walchem, we provide the technical integrity required for demanding industrial environments. Our team supports your project from the initial site assessment through commissioning and long-term maintenance. You can maintain regulatory compliance and operational efficiency by choosing a partner with a proven international reach and a focus on logistical competence.
Request a Custom ZLD Engineering Consultation today to optimize your water management strategy. We're ready to help you meet the challenges of the evolving mining landscape with reliability and precision.
Frequently Asked Questions
What is the primary benefit of Zero Liquid Discharge for mining companies?
The primary benefit is total environmental compliance with zero-discharge mandates, which secures a mine's social license to operate. By recycling 100% of process water, sites reduce their reliance on local freshwater sources. This is critical in arid regions where water scarcity can halt production. Additionally, ZLD eliminates the need for wastewater disposal ponds, reducing the risk of groundwater contamination and potential tailings dam failures.
How much does a ZLD system typically cost to operate at a mine?
Operational costs are primarily driven by energy consumption and chemical consumables. Industry data indicates that ZLD operational expenses are often 30% to 40% higher than conventional treatment methods due to the energy-intensive nature of thermal evaporation. However, these costs are balanced by the elimination of water hauling and disposal fees. Efficient membrane pre-concentration is the most effective way to stabilize these ongoing expenses over the system's lifecycle.
Can existing reverse osmosis systems be upgraded to ZLD?
Existing reverse osmosis systems can be integrated into a ZLD circuit by adding secondary high-recovery RO stages and tertiary crystallization units. This upgrade requires the addition of specialized hardware like FilmTec high-salinity membranes and Pulsafeeder metering pumps for precise antiscalant dosing. Upgrading an existing plant is often more cost-effective than a complete rebuild, provided the initial RO system has the technical integrity to handle increased brine concentration ratios.
What happens to the solids and brine produced by ZLD?
The ZLD process concentrates liquid waste into dry particulate solids or high-purity salts. These solids are typically disposed of in lined landfills or processed for mineral recovery if the brine contains valuable metals. Brine streams are managed through thermal evaporation or specialized crystallizers that remove all remaining water. This leaves only a solid byproduct, effectively eliminating the environmental risks associated with liquid tailings storage and unmanaged leachate.
Is thermal evaporation always necessary for ZLD in mining?
Thermal evaporation remains the standard final stage for achieving 100% water recovery in zero liquid discharge mining operations. While advanced membrane technologies can achieve very high recovery rates, a thermal step is typically required to reach the zero liquid threshold. Some hybrid systems use high-pressure RO to reduce the volume sent to the evaporator, which lowers the overall energy footprint of the crystallization process by minimizing the thermal load.
How do containerized ZLD systems handle extreme temperatures at remote sites?
Containerized systems protect sensitive components by housing them within climate-controlled, industrial-grade steel enclosures. These containers feature integrated HVAC systems that maintain stable operating temperatures for Walchem controllers and Signet flow sensors. This protection is essential in remote mining environments where ambient temperatures can fluctuate between extreme heat and freezing conditions. It ensures that the system's technical specifications remain within operational limits regardless of external weather patterns.
Which membranes are best for high-salinity mine wastewater?
FilmTec Reverse Osmosis Membranes are widely considered the industry standard for high-salinity mine wastewater due to their high rejection rates and physical durability. Hydranautics RO membranes also offer specialized solutions for specific brackish water chemistries found in tailings recovery. The choice between these brands depends on the specific mineral profile of the feed water. Both require high-performance antiscalants and replacement sediment filters to prevent mineral scaling in high-salinity environments.
Can ZLD systems be rented for temporary mining exploration projects?
Mobile ultrafiltration systems and containerized reverse osmosis plants are available for rental to support temporary exploration or pilot projects. This rental model allows mining companies to test zero liquid discharge mining capabilities without a full capital commitment. These units are skid-mounted and pre-wired for rapid deployment to remote locations. They provide a scalable solution for sites with shifting footprints or those requiring immediate compliance during the exploration phase.
0 comments