
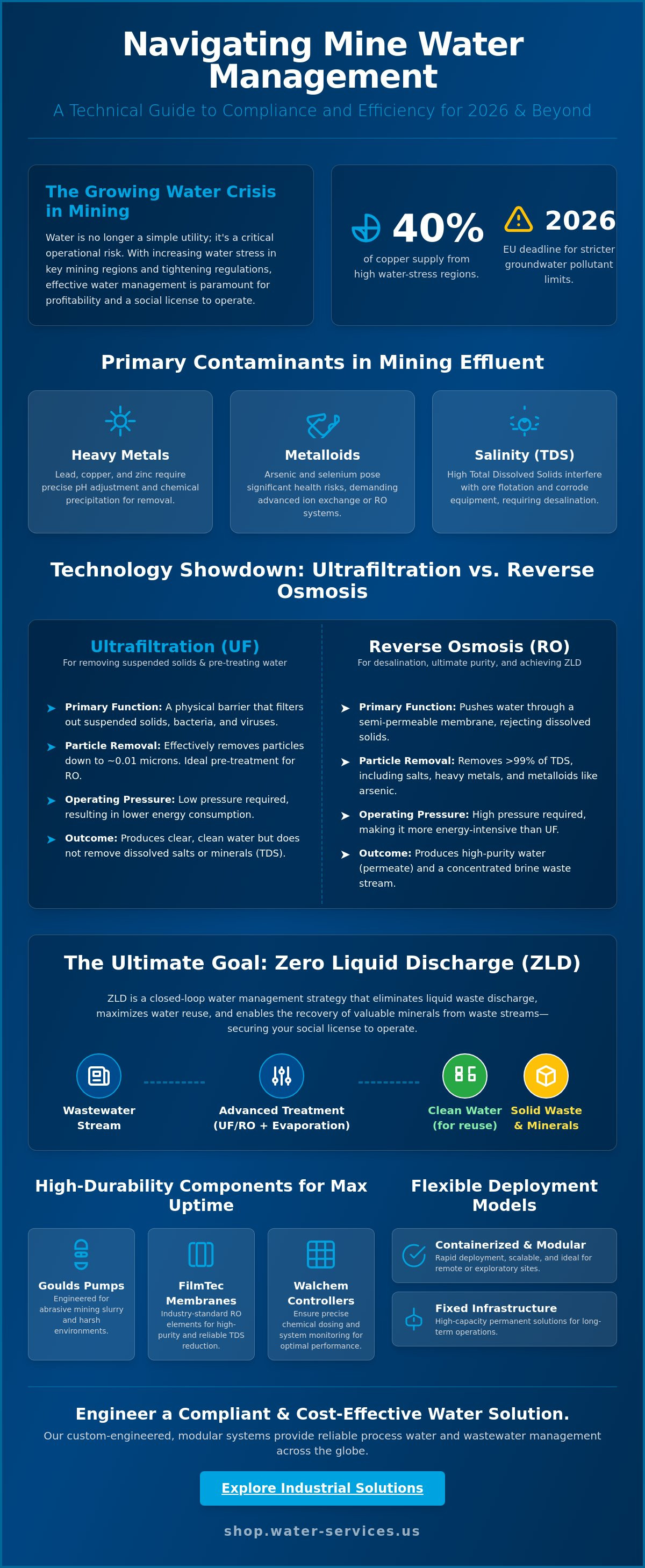
Did you know that 40% of the world's copper supply now comes from regions facing high water stress? For site managers, water is no longer just a utility; it's a critical operational risk. You likely face the high cost of transporting water to remote locations and the constant threat of equipment failure from abrasive mining slurry. Effective water treatment for mining must now solve these logistical hurdles while meeting strict new mandates, such as the EU's May 2026 updates to groundwater pollutant lists regarding PFAS and microplastics.
We've created this technical comparison to help you achieve Zero Liquid Discharge and recover valuable minerals from your waste streams. You'll find that operational success depends on modular scalability and component-level durability rather than proprietary systems. This guide analyzes the performance of containerized reverse osmosis plants and mobile ultrafiltration units. We also examine the reliability of specific hardware, including Goulds pumps, FilmTec membranes, and Walchem controllers, to ensure your facility maintains compliance and lowers freshwater intake costs.
Key Takeaways
- Identify the 2026 regulatory requirements for sulfate, arsenic, and selenium discharge to ensure site compliance and operational continuity.
- Compare the technical performance of ultrafiltration versus reverse osmosis to optimize water treatment for mining applications and effluent management.
- Assess the logistical benefits of containerized and modular treatment plants for rapid deployment at remote or exploratory mine sites.
- Ensure maximum operational uptime by selecting high-durability components like Goulds pumps designed for abrasive mining slurry and harsh environments.
- Learn how custom-engineered systems and global distribution support reliable process water and wastewater management across international territories.
The Complex Landscape of Mine Water Management in 2026
Effective water treatment for mining in 2026 requires a multi-stage approach to manage three distinct streams: process water, tailings pond runoff, and acid mine drainage (AMD). AMD remains a high-risk liability. It occurs when sulfide-bearing minerals are exposed to air and water, creating sulfuric acid that leaches heavy metals into the environment. Site managers must now account for the May 2026 EU Water Framework Directive revisions. These updates focus on streamlining permits while enforcing stricter limits on sulfate, arsenic, and selenium discharge.
A "one-size-fits-all" strategy is technically insufficient. Each mine site possesses a unique geochemical profile. Systems must be tailored to specific mineralogy to avoid chemical scaling or membrane fouling. Beyond compliance, the primary economic driver is the reduction of total operational expenditure (OPEX). Treating and reusing water on-site significantly lowers the cost of freshwater procurement and transport. This is vital in water-stressed regions where 16% of land-based critical mineral mines are currently located.
Primary Contaminants in Modern Mining Operations
Managing heavy metal concentrations is a core requirement. Lead, copper, and zinc removal typically involves chemical precipitation followed by high-efficiency filtration. Total Dissolved Solids (TDS) and high salinity present separate challenges. High salinity can interfere with ore flotation processes, reducing mineral recovery rates. For an Industrial Wastewater Treatment Overview, professionals often look to integrated physical and chemical stages. High-volume tailings runoff also requires robust management of suspended solids to prevent downstream sedimentation. Common contaminants include:
- Heavy Metals: High concentrations of lead, copper, and zinc that require precise pH adjustment.
- Metalloids: Arsenic and selenium requiring specialized ion exchange or reverse osmosis.
- Salinity: High TDS levels that impact flotation chemistry and equipment longevity.
The Shift Toward Zero Liquid Discharge (ZLD)
Zero Liquid Discharge (ZLD) has moved from a niche concept to a regulatory expectation. Achieving ZLD helps mining companies secure their social license to operate by eliminating liquid waste discharge entirely. This transition requires advanced hardware capable of creating a closed-loop water cycle. Systems must handle high-strength brine and concentrated waste streams without frequent downtime. It's a complex engineering task that demands high-durability components. For detailed engineering strategies on this topic, see our guide on Mining Wastewater Treatment Solutions. Reliable ZLD systems reduce the environmental footprint while maximizing mineral recovery from waste streams.
Comparing Primary Treatment Technologies for Mining Effluent
Selecting the correct technology for water treatment for mining depends on the specific chemical composition of the effluent and the desired discharge quality. Chemical precipitation remains the standard for bulk heavy metal removal. This process utilizes clarifiers to settle out metal hydroxides after pH adjustment. To prevent scaling in downstream equipment, site operators inject high-performance antiscalants and specialized chemicals. This stage is critical for meeting the technical standards defined in the EPA Effluent Limitations Guidelines.
For high-purity requirements, ion exchange resins provide selective removal of specific ions like nitrate or residual dissolved metals. In Zero Liquid Discharge (ZLD) configurations, evaporation and crystallization serve as the final thermal stages. These processes convert high-salinity brine into solid salt crystals and high-purity distillate. While these stages are energy-intensive, they're necessary for sites with no permissible discharge points or those aiming for maximum resource recovery. You can browse our selection of industrial water treatment components to find the specific hardware required for these demanding stages.
Reverse Osmosis in Mining: Desalination and Purity
Reverse osmosis (RO) is the primary method for reducing Total Dissolved Solids (TDS). Industry-standard FilmTec and Hydranautics RO membranes are engineered to handle the high osmotic pressures of brackish mine water. Reliable operation requires stringent pre-treatment. Without it, mineral scaling and organic fouling quickly degrade membrane flux and salt rejection. Modern RO systems now incorporate energy recovery devices. These units capture hydraulic energy from the high-pressure reject stream to reduce total kilowatt-hour consumption per cubic meter of treated water.
Advanced Filtration: Multimedia and Ultrafiltration
Multimedia filter tanks are the first line of defense for removing bulk suspended solids. They utilize layered media beds to trap particles down to 10 or 20 microns. For finer particulates and microbiological control, ultrafiltration (UF) provides a more robust physical barrier. UF membranes feature pore sizes typically ranging from 0.01 to 0.1 microns. Site managers must evaluate the trade-offs in waste stream volumes. Multimedia filters require higher backwash flow rates. UF systems offer higher recovery rates but require more frequent chemically enhanced backwash cycles to maintain membrane integrity.
Containerized vs. Fixed Infrastructure: Evaluating Deployment Models
Traditional fixed water treatment for mining requires extensive civil engineering and multi-year lead times. These permanent structures often become stranded assets once a mine reaches its end of life. Modular systems offer a more versatile alternative. Containerized reverse osmosis and filtration plants arrive as pre-assembled, factory-tested units. This strategy minimizes on-site construction risks and significantly accelerates the timeline to achieve operational status.
For remote operations in Africa or South America, logistical efficiency is a primary concern. Shipping standard 20ft or 40ft containers simplifies transport via established maritime and overland routes. These self-contained units protect critical components from the abrasive dust and high humidity common at mine sites. They don't require specialized housing. This reduces the total footprint and environmental impact of the treatment facility.
Site managers must also evaluate capital equipment flexibility through the "Rental vs. Purchase" model. Purchasing is the standard for long-term production facilities with stable water demands. However, the rental model is gaining traction for exploratory phases or short-term remediation projects. It allows companies to manage costs through operational expenditure (OPEX) rather than heavy capital outlays (CAPEX). This flexibility is essential for maintaining liquidity in volatile mineral markets.
Benefits of Containerized Treatment Units
Containerized units provide a climate-controlled environment for sensitive electric power controls and delicate sensors. This protection extends the service life of electronics that would otherwise fail in harsh mining climates. These systems feature plug-and-play integration. They connect directly to existing site infrastructure with minimal piping modifications. Scalability is inherent to the design. You can deploy additional units in parallel as mine production or water volumes increase over time.
Mobile Water Treatment Plant Rental for Temporary Sites
Renting mobile units is a strategic choice for emergency water needs or managing seasonal tailings pond surges. This model shifts the responsibility for maintenance and technical support to the equipment provider. It ensures that the system operates at peak efficiency without straining on-site labor resources. For a detailed analysis of hardware selection for these units, read our guide on Mobile Water Treatment Plant Rental for Mining Sites. Modular rentals provide the technical integrity required for compliance without a permanent commitment.
Maximizing System Uptime in Remote Mining Environments
Physical hardware reliability is the single most important factor for continuous operation at remote sites. While digital monitoring tools provide data, they cannot prevent mechanical failure caused by abrasive solids or corrosive chemicals. Successful water treatment for mining relies on heavy-duty components engineered for industrial rigors. Site managers must prioritize equipment with high-durability specifications to minimize unplanned downtime and logistical costs associated with emergency repairs.
Goulds Water Technology Pumps are the recognized industry standard for these demanding conditions. They feature robust designs capable of handling high-head and high-flow requirements without premature wear. Implementing these units, paired with Pulsafeeder metering pumps, ensures consistent fluid movement and precise chemical delivery. To maintain this reliability, remote operations should maintain comprehensive on-site spare parts kits. These kits must include mechanical seals, impellers, and replacement sensors to bypass long lead times for international shipping.
Pump Selection for Mining Slurry and Effluent
Choosing between centrifugal and positive displacement pumps depends on the specific application within the treatment plant. Centrifugal pumps are ideal for high-volume transfer of process water. Positive displacement models provide the precision required for high-pressure chemical injection. Stainless steel construction and specialized protective coatings are mandatory for managing corrosive acid mine drainage. Operators monitor these systems using Signet flow meters and Ashcroft pressure gauges to detect performance deviations before they lead to system failure.
Protecting the System: Filtration and Chemical Control
Chemical management is vital for extending the life of expensive downstream components. Precise dosing of antiscalants prevents mineral scaling on RO membranes, maintaining flux rates and reducing cleaning frequency. For potable water production at mine camps, Viqua UV water purification systems provide a chemical-free sterilization barrier. Walchem controllers automate this process by continuously monitoring pH and conductivity. These controllers adjust chemical feed rates in real-time, ensuring the water treatment for mining system stays within technical specifications.
You can order heavy-duty Goulds pumps and industrial components to ensure your remote site remains operational and compliant.
Engineering Compliance: Modular Solutions from Water Services, Inc.
Achieving regulatory compliance in 2026 requires more than just high-quality components; it demands integrated engineering. Water Services, Inc. provides the technical expertise necessary to navigate the complex requirements of modern water treatment for mining. Our approach begins with a comprehensive site-specific water analysis to identify the exact concentrations of TDS, heavy metals, and suspended solids. We don't just supply hardware. We design containerized systems that integrate Goulds pumps with FilmTec RO membranes and Pulsafeeder dosing systems. This integration ensures that every component operates within its optimal technical range, reducing mechanical wear and energy consumption.
Our logistical capabilities are built for the demanding environments of Africa, the Middle East, and the Americas. We understand the complexities of international distribution and the need for reliable equipment in landlocked or high-altitude mine sites. By combining top-tier hardware with precise system design, we ensure your facility meets discharge limits for heavy metals and sulfates while maintaining operational efficiency. We focus on delivering durable solutions that withstand the rigors of remote industrial use, providing a stable foundation for your site's water management strategy.
A Curated Catalog of Industrial Components
Site managers gain direct access to a specialized inventory of proven hardware from established manufacturers. Our catalog includes Goulds Water Technology pumps, Viqua UV systems, FilmTec and Hydranautics membranes, and Pentair filter housings. We support long-term operational maintenance by supplying replacement sediment filters, carbon media, and specialized antiscalant chemicals. Safety remains a priority in chemical handling and system maintenance. We provide essential Personal Protective Equipment (PPE) to ensure your team remains protected during high-pressure maintenance and chemical dosing procedures. Accessing these components through a single, reliable source simplifies procurement and ensures technical compatibility across your entire treatment train.
Partnering for Long-Term Performance
Technical support doesn't end with equipment delivery. We provide commissioning services for global mining projects to ensure every Walchem controller and Signet sensor is calibrated to your specific site conditions. Ongoing maintenance support helps your site stay ahead of the evolving EU and EPA regulatory landscape. This proactive approach minimizes the risk of environmental fines and ensures consistent mineral recovery from waste streams. It's about building a stable water cycle that supports your social license to operate. Consult with our engineers for your mining water treatment needs to begin your site-specific water analysis and system design.
Securing Operational Compliance and Resource Recovery
Managing water treatment for mining requires a balance of technical precision and mechanical durability. As 2026 regulatory standards tighten, the shift toward modular, containerized systems and Zero Liquid Discharge (ZLD) is essential for maintaining your social license to operate. Success depends on selecting high-performance hardware, such as Goulds pumps and FilmTec membranes, that can withstand abrasive mining environments while ensuring consistent effluent quality. By prioritizing component-level reliability, you reduce unplanned downtime and lower total freshwater intake costs.
Water Services, Inc. has supported industrial water management since 1994. With over 30 years of expertise and successful global installations across Africa, the Middle East, and South America, we understand the logistical and technical challenges of remote operations. We are an authorized distributor for industry-leading brands including Goulds, Viqua, and FilmTec, ensuring you have direct access to the hardware required for site-specific compliance. We look forward to helping you optimize your mine's water cycle for long-term stability.
Contact our engineering team for a custom mining water treatment consultation
Frequently Asked Questions
What are the main challenges of water treatment for mining in 2026?
The primary challenges of water treatment for mining in 2026 include meeting stricter discharge limits for PFAS and microplastics while managing extreme water scarcity. Approximately 16% of land-based critical mineral mines operate in high-stress regions. Systems must handle abrasive slurry and high heavy metal concentrations without frequent mechanical failure. Logistics for remote sites also remain a significant hurdle for maintaining continuous compliance.
How does reverse osmosis help in mining wastewater management?
Reverse osmosis provides a high-efficiency barrier for reducing Total Dissolved Solids (TDS) and removing dissolved contaminants. Utilizing industrial membranes from FilmTec or Hydranautics allows sites to treat brackish water for reuse in process cycles. This technology is essential for achieving Zero Liquid Discharge (ZLD) by concentrating waste streams into manageable brines. Proper pre-filtration is required to protect these membranes from mineral scaling.
Can mining wastewater be converted into potable drinking water?
Mining wastewater can be converted into potable water through a multi-stage treatment process. This typically involves advanced filtration, reverse osmosis for desalination, and Viqua UV purification for microbiological sterilization. These systems are often deployed in containerized units to provide safe drinking water for remote mine camps. The final output must meet local health standards and doesn't bypass safety protocols during monitoring.
What is the advantage of containerized water treatment systems for remote sites?
Containerized systems offer rapid deployment and protection from harsh environmental conditions. These units house sensitive electric power controls and pumps in climate-controlled environments, preventing failure from dust or humidity. They arrive factory-tested and ready for plug-and-play integration with existing site infrastructure. This modular approach allows for easy transport to remote regions in Africa or South America using standard 20ft or 40ft shipping containers.
How do I choose between renting and buying a mobile water treatment plant?
Choosing between renting and buying depends on project duration and capital. Rental models are ideal for exploratory phases or projects that don't require permanent infrastructure. Purchasing is the standard for long-term production facilities with consistent water treatment for mining requirements. Renting shifts the maintenance burden to the equipment provider, while buying provides lower long-term costs for permanent, multi-year installations.
What maintenance is required for RO membranes in mining applications?
Maintenance involves regular chemical dosing with antiscalants and periodic Clean-in-Place (CIP) cycles to remove mineral scaling. Site operators must monitor pressure differentials using Ashcroft gauges to determine when membrane cleaning is necessary. Frequent replacement of sediment and carbon pre-filters is vital to prevent physical damage. Using high-quality replacement filters ensures that the primary RO membranes maintain high salt rejection and flux rates.
Are Goulds pumps suitable for corrosive acid mine drainage?
Goulds Water Technology pumps are specifically engineered for the abrasive and corrosive conditions of acid mine drainage. These units are available in stainless steel and other specialized alloys to resist chemical attack from low-pH fluids. Their robust mechanical design handles high-head requirements and abrasive solids common in mining effluent. Using these industry-standard pumps reduces the frequency of seal failures and impeller wear in demanding environments.
What chemicals are typically used in mining water treatment pre-treatment?
Pre-treatment typically requires coagulants for solids settling and specialized antiscalants to prevent scale formation on membranes. pH adjustment chemicals are also common to precipitate heavy metals in clarifiers. Precision dosing is achieved using Pulsafeeder metering pumps and Walchem controllers. These chemicals protect expensive downstream equipment from fouling, ensuring the filtration system operates at its designed efficiency and recovery rate without frequent downtime.
0 comments