
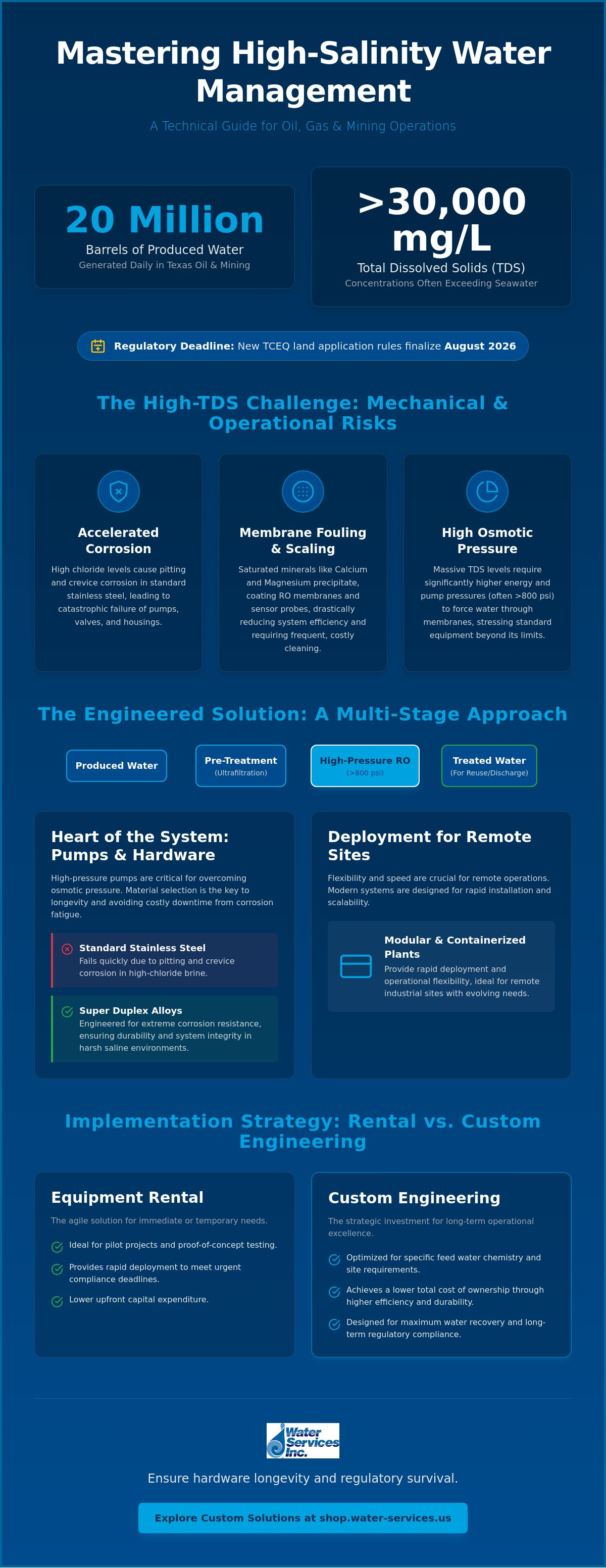
Texas oil and mining operations generate approximately 20 million barrels of produced water every day. With the Texas Commission on Environmental Quality finalizing new land application rules in August 2026, the margin for error in water management has disappeared. You're likely already facing the brutal reality of rapid equipment corrosion and frequent membrane fouling that drives up operational costs. Treating high TDS produced water is no longer just a disposal hurdle; it's a requirement for hardware longevity and regulatory survival.
We understand that maintaining system integrity in high-salinity environments requires more than just basic filtration. You need a strategy that balances strict discharge limits with the need for durable, scale-resistant components. This article provides the technical specifications and equipment selection criteria needed to master high-salinity water management. You'll learn how to select the right RO membranes and chemical treatments to reduce scaling, ensure compliance, and achieve a lower total cost of ownership for your remote site operations.
Key Takeaways
- Identify the mechanical risks of high-salinity feed water, including pitting and accelerated corrosion, and how to mitigate them through precise material selection.
- Master the technical requirements for treating high TDS produced water using high-pressure RO membranes and ultrafiltration systems engineered for industrial resilience.
- Learn why high-pressure pumps serve as the heart of brine management systems and the importance of specifying Super Duplex alloys for hardware durability.
- Discover how modular and containerized reverse osmosis plants provide rapid deployment and operational flexibility for remote industrial sites.
- Compare custom engineering against equipment rental to determine the most cost-effective path for achieving regulatory compliance and water reuse goals.
Understanding the Challenges of High TDS Produced Water
In industrial contexts, Total Dissolved Solids (TDS) refers to the inorganic salts and small amounts of organic matter dissolved in water. For the oil, gas, and mining sectors, produced water often carries TDS concentrations exceeding 30,000 mg/L, reaching levels significantly higher than seawater. This high salinity presents a direct threat to mechanical infrastructure. Unlike municipal water, which is relatively stable, industrial brine is chemically aggressive. Standard municipal treatment systems fail in these environments because they aren't engineered to handle the massive osmotic pressure and corrosive nature of concentrated chlorides. Treating high TDS produced water requires a specialized mechanical approach that prioritizes material resilience over simple volume throughput.
Regulatory pressures are intensifying. In Texas, the Commission on Environmental Quality (TCEQ) is finalizing rules in August 2026 for the land application of treated produced water. These rules, stemming from SB 1145, mandate case-by-case evaluations for discharge sites. With Texas generating approximately 20 million barrels of produced water daily, the industry must shift from disposal to high-spec treatment. Failure to meet these 2026 standards leads to permit denials and increased reliance on deep-well injection, which currently costs between $0.60 and $0.70 per barrel.
Chemical Composition and Scaling Risks
The chemical profile of produced water typically includes high concentrations of Sodium, Calcium, Magnesium, and Chlorides. When these ions reach saturation, mineral precipitation occurs. This scaling quickly coats sensor probes and fouls reverse osmosis membranes, rendering them useless. Effective management relies on the precise application of water treatment antiscalants and chemicals. These additives inhibit crystal growth, allowing the system to operate at higher recovery rates. High TDS also increases the osmotic pressure of the feed water; this means the system requires significantly more energy and higher pump pressures to force water through the membrane barrier.
Operational Impacts on Infrastructure
Untreated brine causes rapid corrosion fatigue in non-specialized metal components. Standard stainless steel often suffers from pitting and crevice corrosion when exposed to high chloride levels. This leads to catastrophic failure of pump impellers, valve seats, and filter housings. The cost of downtime is often higher than the cost of the equipment itself. Operators must transition to hardware that uses Duplex or Super Duplex alloys to ensure longevity. For a broader look at how these challenges impact different sectors, see our guide on mining wastewater treatment solutions. Implementing robust hardware now prevents the frequent, costly replacements that plague unoptimized remote sites.
Advanced Membrane Technologies for High Salinity
Desalination is the primary objective when treating high TDS produced water for reuse or discharge. While ultrafiltration (UF) is effective at removing suspended solids and large organic molecules, it doesn't reduce dissolved salt concentrations. Reverse osmosis (RO) remains the industry standard for ion removal. The Department of Energy's Produced Water R&D initiatives highlight that membrane efficiency is the critical factor in making produced water treatment economically viable. Without high-pressure RO membranes, the osmotic pressure of brine prevents the separation of fresh water from the salt stream.
High-salinity feed water requires specialized high-pressure membranes designed to operate at pressures often exceeding 800 psi. Standard brackish water membranes will fail under these conditions. Protecting these assets from oil, grease, and hydrocarbons is a technical necessity. Even trace amounts of free oil can lead to irreversible membrane fouling. Operators must implement multi-stage pre-treatment to ensure that the feed water entering the RO stage is free of foulants that would otherwise necessitate daily cleaning cycles.
RO Membrane Selection: FilmTec vs. Hydranautics
Selecting between FilmTec Reverse Osmosis Membranes and Hydranautics RO Membranes depends on the specific ion rejection requirements of the site. FilmTec elements are recognized for high durability and consistent salt rejection in harsh industrial environments. Hydranautics offers specialized membranes that prioritize low-fouling characteristics, which is advantageous when organic levels fluctuate. In 2026, the standard design flux for high TDS membranes typically ranges from 8 to 12 gallons per square foot per day (GFD) to maintain stable permeate quality. Choosing the right membrane grade ensures that the system maintains a high rejection rate for boron and other difficult-to-remove ions common in oilfield brine.
Ultrafiltration as a Robust Pre-treatment
Ultrafiltration acts as a mechanical barrier against colloidal matter and bacteria. This stage is vital for protecting the delicate surface of downstream RO membranes. Many operators now deploy mobile ultrafiltration systems to handle the variability of water quality at remote sites. These systems utilize automated backwash cycles and chemically enhanced backwash (CEB) to maintain membrane permeability. By removing particles down to 0.02 microns, UF ensures the RO feed water has a Silt Density Index (SDI) low enough to prevent premature fouling. Maintaining a consistent flux through the UF stage reduces the frequency of intensive Clean-In-Place (CIP) procedures for the entire plant. Selecting the correct water treatment components ensures your system meets the specific salinity profile of your site.
Selecting Industrial Pumps and Hardware for Corrosive Brine
High-pressure pumps are the mechanical core of any facility treating high TDS produced water. To overcome the osmotic pressure of concentrated brine, systems must maintain consistent, high-intensity discharge pressures. Standard 316 stainless steel often fails in these environments due to pitting and chloride-induced stress corrosion cracking. Industrial operators must specify Duplex or Super Duplex alloys for all wetted parts. These materials provide the necessary resistance to the high chloride concentrations found in oilfield and mining produced water, ensuring the pump casing and impellers don't degrade prematurely.
Managing Net Positive Suction Head (NPSH) is critical to prevent cavitation in high-salinity applications. Brine has a higher density and different vapor pressure characteristics than fresh water, which affects suction lift capabilities. Integrating electric power controls and Variable Frequency Drives (VFDs) allows the system to adjust pump speed based on real-time feed characteristics. This optimization reduces energy consumption and extends the mean time between failures (MTBF) for the rotating assembly by preventing the mechanical stress of constant full-speed operation.
Goulds Water Technology Pumps for Saline Environments
Goulds Water Technology Pumps are engineered for the rigors of continuous industrial operation. For reverse osmosis feed stages, vertical multistage pumps are often preferred over horizontal centrifugal models due to their smaller footprint and ability to generate high heads efficiently. Mechanical seal selection is paramount; double seals with a flush plan prevent abrasive brine from crystallizing on the seal faces. This configuration ensures leak-free operation in high-pressure stages where standard seals would fail. Reliable pumping hardware is the only way to maintain the flux rates required for 2026 compliance standards.
Monitoring and Control Systems
Precision in chemical dosing is managed through Walchem controllers, which integrate with metering pumps to maintain optimal antiscalant levels. Monitoring system pressure is essential to protect the membrane integrity discussed in the previous section. Ashcroft industrial gauges provide the accuracy required to detect pressure drops or spikes that indicate fouling or potential membrane rupture. Real-time conductivity monitoring using Signet flow sensors and Walchem units allows for immediate detection of TDS breakthrough. This ensures the permeate quality remains within the required regulatory limits, protecting downstream assets and ensuring the success of treating high TDS produced water at the site.
Modular and Containerized Systems for Remote Sites
Remote industrial operations in the mining and military sectors often lack the permanent infrastructure required for large-scale water treatment. Containerized Reverse Osmosis Plants solve this by providing a self-contained, weather-protected environment for treating high TDS produced water. These systems are typically housed in 20-foot or 40-foot ISO shipping containers, allowing for rapid deployment across global sites. By moving the assembly and testing phases to a controlled factory setting, the time from design to commissioning is significantly reduced compared to traditional stick-built facilities. This speed is critical for mining projects that must meet immediate 2026 environmental compliance deadlines.
Environmental resilience is a core requirement for modular units. In regions with extreme thermal fluctuations, such as the Permian Basin or the Middle East, systems must include high-grade insulation and integrated HVAC climate control. This ensures that sensitive components, including Walchem controllers and FilmTec membranes, operate within their specified temperature ranges. Scalability is another major advantage of the modular approach. Operators can daisy-chain multiple units together to increase flow capacity as production demands grow. This provides a flexible approach to capital investment, allowing capacity to expand without the need for a complete system redesign.
Design Considerations for Mobile Units
Footprint optimization is essential when working within the confined space of a shipping container. High-density component layouts must still allow for safe maintenance access to Pentair filter housings and Goulds pumps. Standardized plug-and-play interfaces for electrical and plumbing connections enable immediate integration into existing site utilities. Safety protocols are integrated directly into the design. Dedicated personal protective equipment (PPE) stations are installed within each unit. This ensures that technicians have immediate access to safety gear when performing chemical-enhanced backwashes or handling high-concentration antiscalants.
Remote Site Logistics and Support
Operating water treatment infrastructure in isolated regions like Africa or the Middle East presents unique logistical hurdles. Systems are engineered for high uptime with minimal local intervention. Mobile Ultrafiltration Systems often serve as the primary pre-treatment stage within these containers to protect the RO elements from the high turbidity common in remote feed sources. Maintenance schedules are designed around the durability of the hardware, utilizing long-lasting replacement sediment and carbon filters to reduce the frequency of supply runs. For off-grid operations, integrating solar power arrays can offset the energy demands of high-pressure pumping stages. This reduces the carbon footprint and operational costs associated with diesel fuel transport. If you require a rapidly deployable solution for your site, explore our containerized water treatment systems for detailed technical specifications.
Implementation Strategy: Rental vs. Custom Engineering
The decision between equipment rental and custom engineering depends on the projected life-cycle of the site and the immediate financial objectives of the operation. Treating high TDS produced water requires a significant capital commitment, but the total cost of ownership (TCO) often favors custom-built plants for long-term mining and oil production assets. TCO calculations must include energy consumption, chemical dosing requirements, and the frequency of membrane replacement. While deep-well injection costs in Texas remain between $0.60 and $0.70 per barrel, the rising cost of regulatory compliance and water scarcity makes on-site treatment a more stable financial hedge for permanent facilities.
Procuring high TDS treatment hardware requires a rigorous technical evaluation. Operators must ensure every component, from the high-pressure Goulds pumps to the Walchem controllers, is specified for the exact ionic profile of the feed water. A final procurement checklist for 2026 should include:
- Comprehensive feed water analysis including TDS, specific ions, and hydrocarbon content.
- Metallurgy verification for Super Duplex or equivalent corrosion-resistant alloys.
- Membrane selection based on required salt rejection and design flux (8–12 GFD).
- Integration of VFDs and electric power controls for energy optimization.
- Compliance verification against the August 2026 TCEQ land application standards.
The Case for Mobile Treatment Rental
Mobile treatment rental is the preferred strategy for temporary pilot programs, emergency capacity increases, or sites with uncertain production lifespans. This model allows companies to manage cash flow through recurring operating expenses (OPEX) rather than a large upfront capital expenditure (CAPEX). Rental units provide the flexibility to adjust the treatment train as water quality fluctuates during different production phases. Furthermore, rental agreements often include access to the latest membrane and filtration technologies, such as the newest Hydranautics elements, without the risks associated with long-term hardware depreciation. It's an efficient way to maintain compliance while evaluating the long-term viability of a site.
Custom Plant Integration and Commissioning
Custom-engineered plants are designed for the specific rigors of a single site, allowing for maximum efficiency in treating high TDS produced water. Technical consulting during the design phase ensures that the system footprint and throughput are perfectly matched to the operational requirements. Long-term performance is secured through structured maintenance contracts and the use of high-quality water treatment components. Custom plants offer the lowest cost per barrel over a 10-year horizon, especially when integrated with energy recovery devices and automated monitoring systems. Contact Water Services, Inc. for a custom high TDS treatment consultation to evaluate the most resilient hardware options for your specific industrial application.
Securing Operational Longevity in High-Salinity Environments
Successful brine management relies on the integration of high-pressure pumping and resilient membrane technology. You've seen how specifying Super Duplex alloys and high-rejection FilmTec elements prevents the mechanical failures that drive up total cost of ownership. As 2026 regulatory deadlines approach, the focus must shift toward durable, containerized solutions that allow for rapid deployment and consistent compliance across remote sites.
Treating high TDS produced water requires an experienced partner who understands the rigors of the field. Water Services, Inc. is an authorized distributor of Goulds and FilmTec, specializing in the demanding requirements of the mining and oil and gas sectors. With global installations spanning Africa and the Middle East, we provide the technical expertise and hardware reliability your site demands. We're ready to support your transition to more efficient water management strategies.
Browse Industrial Water Treatment Equipment to secure the hardware necessary for your 2026 operational goals.
Frequently Asked Questions
What is the maximum TDS level that reverse osmosis can treat?
Standard industrial reverse osmosis systems typically treat feed water with TDS levels up to 45,000 mg/L. Specialized high-pressure configurations utilizing FilmTec or Hydranautics membranes can manage concentrations reaching 70,000 mg/L. Beyond this limit, the osmotic pressure requirements usually exceed the mechanical capabilities of standard high-pressure pumps and membrane housings. Treating high TDS produced water at these extreme levels requires precise system engineering to maintain structural integrity.
How often should RO membranes be replaced in produced water applications?
In produced water environments, RO membranes generally require replacement every 12 to 36 months. This timeline depends on the effectiveness of the pre-treatment stages and the consistency of the chemical cleaning cycles. If the feed water contains high levels of hydrocarbons or if antiscalant dosing is inconsistent, membranes may fail in less than a year. Regular monitoring of salt rejection and permeate flux is essential to determine the optimal replacement schedule.
Can high TDS produced water be reused for irrigation or drinking?
Reuse for irrigation is possible if the water meets the specific 2026 TCEQ land application standards regarding sodium adsorption ratios and heavy metal limits. Achieving drinking water quality is technically feasible through multi-stage treatment including RO and Viqua UV purification, but it's often cost-prohibitive. Most industrial operations focus on treating high TDS produced water for process reuse or dust suppression to balance compliance with operational budgets.
What is the difference between seawater RO and brackish water RO for high TDS?
Seawater RO membranes are engineered for feed water exceeding 35,000 mg/L TDS and can withstand operating pressures up to 1,200 psi. Brackish water RO elements are designed for lower salinity levels and operate at significantly lower pressures. For produced water applications, seawater-grade membranes are usually required because they provide the structural resilience necessary to overcome the high osmotic pressure of concentrated brine streams.
How do antiscalants improve the efficiency of treating produced water?
Antiscalants prevent mineral salts like calcium sulfate and barium sulfate from precipitating onto the membrane surface. By keeping these minerals in a dissolved state, the system can operate at higher recovery rates without the risk of scale formation. This leads to a more efficient treatment process and extends the time between required chemical cleanings. Proper dosing with Pulsafeeder metering pumps ensures the antiscalants remain effective as feed water quality fluctuates.
Is zero liquid discharge (ZLD) necessary for high TDS produced water?
Zero liquid discharge is only necessary when local environmental regulations or permit restrictions prohibit any form of liquid waste disposal. ZLD systems use thermal evaporators and crystallizers to convert all waste brine into solid crystals. While ZLD offers the highest level of environmental protection, it carries much higher capital and energy costs compared to standard membrane-based treatment and disposal methods.
Which pump metallurgy is best for handling high-salinity brine?
Super Duplex stainless steel is the industry standard for handling high-salinity brine due to its exceptional resistance to pitting and chloride-induced stress corrosion. Standard 316 stainless steel often fails prematurely in these aggressive environments. Goulds Water Technology Pumps utilize these advanced alloys to ensure long-term mechanical reliability. Selecting the correct metallurgy is the most important factor in reducing the total cost of ownership for high-pressure pumping systems.
What are the pre-treatment requirements for high TDS produced water?
Effective pre-treatment must remove all free oils, greases, and suspended solids to protect the downstream RO membranes. This typically involves a combination of multimedia filter tanks and mobile ultrafiltration systems to achieve a Silt Density Index (SDI) of less than 3.0. Removing these foulants is critical for maintaining consistent flux and preventing the irreversible organic fouling that destroys membrane performance in oilfield and mining applications.
0 comments