
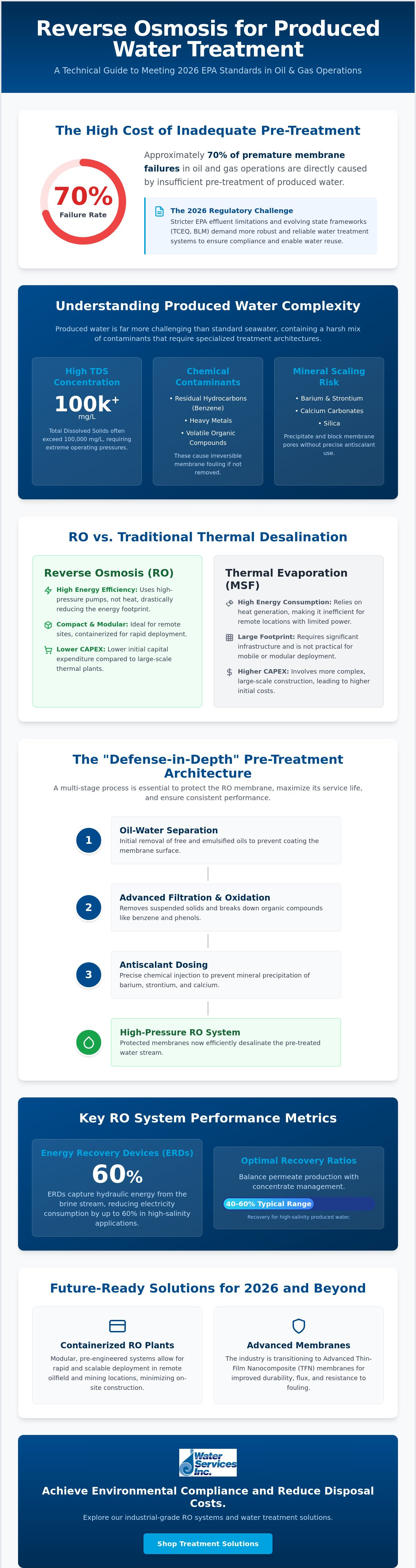
Approximately 70% of premature membrane failures in oil and gas operations stem from insufficient pre-treatment stages. This statistic highlights the volatility of managing high-salinity streams while facing stricter 2026 EPA effluent limitations. You understand that deploying reverse osmosis for produced water treatment isn't just about desalination. It's a calculated battle against rapid fouling and complex remote logistics. Compliance with evolving Texas TCEQ frameworks and BLM reuse policies requires a system that's both durable and technically precise.
This guide provides the specific technical requirements and system architectures needed to manage high-salinity produced water effectively. You'll learn how to integrate defense-in-depth filtration with high-pressure mechanics to ensure membrane longevity. We examine the 2026 industrial standards for containerized plants, energy recovery devices that cut electricity costs by up to 60%, and the transition to Advanced Thin-Film Nanocomposite membranes. This manual offers a roadmap for reducing disposal costs and achieving environmental compliance through scalable water reuse in the field.
Key Takeaways
- Identify the chemical complexities of produced water, including high TDS and residual hydrocarbons, that dictate specific system pressure requirements.
- Learn to optimize flux rates and recovery ratios when deploying reverse osmosis for produced water treatment in high-salinity industrial environments.
- Evaluate the structural durability and chemical resistance of thin-film composite (TFC) membranes against aggressive high-pH cleaning protocols.
- Understand the "defense-in-depth" pre-treatment architecture, incorporating oil-water separation and advanced oxidation, to maximize membrane service life.
- Assess the logistical advantages of containerized RO plants for rapid, modular deployment in remote oilfield and mining locations.
The Role of Reverse Osmosis in Produced Water Management
Produced water represents the largest volume byproduct generated during oil and gas extraction operations. It's a complex fluid stream characterized by extreme chemical diversity, containing high concentrations of Total Dissolved Solids (TDS), heavy metals, and residual hydrocarbons. As the industry moves through 2026, managing this byproduct has shifted from a disposal-centric model to a resource-recovery strategy. Implementing reverse osmosis for produced water treatment is now the primary technical solution for operators who need to meet rigorous purity standards for reuse or discharge.
The regulatory landscape in 2026 is a major driver for this technological shift. The U.S. Environmental Protection Agency (EPA) is finalizing updates to effluent limitations under 40 CFR 435 Subpart E, which target the oil and gas category. These new standards make traditional disposal methods more difficult and expensive. Simultaneously, state-level frameworks, such as those from the Texas Commission on Environmental Quality (TCEQ), are establishing clearer pathways for the land application of treated brine. These combined pressures require high-performance desalination hardware that can deliver consistent water quality in demanding environments.
Produced Water Characteristics and Challenges
The chemical profile of oilfield brine presents unique engineering hurdles. TDS levels frequently range from 10,000 mg/L to well over 100,000 mg/L, depending on the geological formation. These concentrations are significantly higher than standard seawater, requiring specialized membrane configurations. Organic compounds like benzene, ethylbenzene, and various phenols are also present. These organics can cause rapid, irreversible fouling of semi-permeable membranes if they aren't removed during earlier stages. Mineral scaling is a secondary threat. Produced water is often saturated with barium, strontium, and calcium carbonates. Without the precise application of water treatment antiscalants, these minerals quickly precipitate and block the membrane pores.
RO vs. Alternative Desalination Technologies
Thermal evaporation, such as Multi-Stage Flash (MSF) distillation, was once the standard for high-salinity water. It's no longer the most efficient choice. A modern reverse osmosis plant offers much higher energy efficiency. RO systems use high-pressure pumps rather than heat to separate salts from water, which drastically reduces the energy footprint per gallon treated. This efficiency is vital for remote sites where power availability is limited.
Footprint and mobility are also critical considerations. RO systems are naturally modular and compact. Thermal units require large-scale infrastructure and significant heat-generation equipment, making them impractical for remote onshore or offshore platforms. While the operational expenditure (OPEX) for RO includes costs for membrane replacement and specialized chemicals, the initial capital expenditure (CAPEX) remains lower than that of thermal facilities. In the 2026 industrial market, the combination of lower energy costs and rapid deployment makes RO the superior choice for managing produced water at scale.
Mechanics of High-Pressure Reverse Osmosis Systems
Reverse osmosis for produced water treatment relies on the physical principle of overcoming natural osmotic pressure. In produced water applications, where salinity often exceeds seawater concentrations, the osmotic pressure is substantial. For every 100 mg/L of Total Dissolved Solids (TDS), the osmotic pressure increases by approximately 1 psi. Treating a brine with 35,000 mg/L TDS requires a feed pressure significantly higher than 350 psi just to initiate the filtration process. Industrial systems in 2026 mitigate these energy demands through Energy Recovery Devices (ERDs). These components capture hydraulic energy from the high-pressure brine stream and transfer it back to the feed water, reducing electricity consumption by up to 60% in high-salinity applications.
Flux rates, or the volume of water passing through a specific membrane area, are typically lower in produced water scenarios compared to brackish water. Low flux rates help minimize the concentration polarization effect, where salts accumulate at the membrane surface and increase the risk of scaling. Recovery ratios, the percentage of feed water converted to permeate, usually range between 40% and 60% for high-salinity streams. Managing the resulting concentrate is a primary logistical concern. Operators must balance higher recovery against the increased cost of handling a more concentrated brine byproduct. Research on various Produced Water Treatment Technologies confirms that RO remains the most effective method for achieving high-quality permeate despite these mechanical rigors.
Pumping Requirements for Produced Water
The high feed pressures required for these systems demand robust high-head centrifugal pumps. These pumps must maintain consistent pressure to ensure stable flux across the membrane array. Corrosive oilfield brines require specific material selections to prevent premature equipment failure. Super duplex stainless steel or specialized coatings are standard for wetted parts in 2026. For reliable pressure management, many operators integrate Goulds Water Technology Pumps due to their proven performance in aggressive industrial environments. Ensuring your pump controllers are properly calibrated is essential for maintaining system stability.
Membrane Configuration and Array Design
System architecture often utilizes a single-pass or double-pass configuration depending on the required permeate quality. A single-pass system is often sufficient for general reuse, while a double-pass design provides the polishing needed for sensitive industrial processes. Staging strategies maximize water recovery. In a typical two-stage array, the concentrate from the first stage becomes the feed for the second stage. This design increases the overall recovery ratio but requires careful monitoring of the concentration polarization effect. Proper staging ensures that the last membranes in the series don't suffer from excessive scaling or fouling due to the highly concentrated feed water.
Evaluating RO Membranes for Harsh Industrial Environments
Selecting the correct membrane chemistry is the most critical decision in designing a system for reverse osmosis for produced water treatment. Thin-film composite (TFC) membranes remain the industrial standard in 2026 due to their high salt rejection and structural stability. However, the aggressive chemical nature of oilfield brine requires membranes with enhanced durability. These units must withstand frequent Clean-In-Place (CIP) cycles using high-pH solutions to remove organic foulants without degrading the polyamide layer. Modern low-fouling specialized coatings have become essential, as they reduce the affinity between the membrane surface and residual hydrocarbons or surfactants present in the feed stream.
Operators must choose between brackish water (BW) and seawater (SW) membrane elements based on the feed water's osmotic pressure. While BW membranes offer higher flux at lower pressures, they often lack the physical integrity required for the high-pressure environments typical of produced water desalination. Seawater elements are preferred for streams exceeding 15,000 mg/L TDS because they are engineered to handle the 800 to 1,200 psi feed pressures necessary for effective separation. Scientific data on the Efficacy of Nanofiltration and Reverse Osmosis indicates that high-pressure RO membranes provide the most consistent rejection of monovalent ions and complex organic molecules in industrial wastewater applications.
FilmTec vs. Hydranautics for Produced Water
Two primary manufacturers dominate the high-performance market. The FilmTec Fortilife series is engineered specifically for high-fouling resistance and low energy consumption. These elements utilize a unique membrane chemistry that minimizes the adhesion of biological and organic matter. Conversely, Hydranautics PROC series membranes excel in wastewater reclamation where high-rejection performance is required despite varying feed water quality. You can source both FilmTec and Hydranautics membranes to match specific site chemistry. Choosing between these brands depends on whether your primary operational constraint is mineral scaling or organic fouling.
Membrane Lifespan and Replacement Strategies
Membrane degradation in produced water service typically follows predictable patterns. Performance loss usually manifests as a steady increase in feed pressure or a rise in permeate conductivity. Salt passage serves as the primary Key Performance Indicator (KPI) for membrane health. When salt passage increases by 10% to 15% over the baseline, or the normalized permeate flow drops by 10%, the elements have likely reached the end of their functional life. While standard industrial RO arrays often see 3 to 5 years of service, produced water applications may require replacement every 18 to 36 months. Establishing a standardized replacement interval based on these KPIs prevents unexpected downtime and ensures the system consistently meets 2026 environmental discharge standards.
The Essential Pre-treatment Architecture
The success of reverse osmosis for produced water treatment depends entirely on the pre-treatment train. Standard RO membranes can't tolerate the raw complexity of oilfield brine. A "defense-in-depth" architecture is required to protect the sensitive polyamide layers from irreversible damage. This process begins with primary oil-water separation using Corrugated Plate Interceptors (CPI) or Dissolved Air Flotation (DAF) units. These systems remove bulk free oil and suspended solids. Secondary stages often involve advanced oxidation or multimedia filtration to reduce the Silt Density Index (SDI) to levels that won't choke the membrane feed spacers.
Precision is required in the final polishing stages. Cartridge filtration serves as the last physical barrier before the high-pressure pump. These filters trap residual fine particulates that bypass the multimedia tanks. Simultaneously, chemical conditioning prepares the water for the membrane interface. This includes pH adjustment to stabilize dissolved ions and the injection of specialized chemicals to prevent mineral precipitation. It's a multi-stage process where each component serves as a critical safeguard for the downstream reverse osmosis for produced water treatment equipment.
Removing Hydrocarbons and Organics
Hydrocarbons are the primary threat to membrane longevity. Even trace amounts of oil coat the membrane surface, leading to rapid flux decline. Operators utilize organoclay and granulated activated carbon (GAC) as sacrificial media to absorb dissolved organics. Oil and Grease (O&G) concentrations must typically be reduced to less than 0.1 mg/L before entering the RO array. For more on handling complex industrial streams, see our guide on Mining Wastewater Treatment Solutions. Effective removal of these compounds ensures the RO unit operates at its designed flux rate without frequent downtime for cleaning.
Chemical Dosing and Antiscalants
Scaling occurs when mineral concentrations exceed their solubility limits at the membrane surface. Specialized antiscalants interfere with crystal growth, keeping barium and calcium ions in solution. Precision is non-negotiable here. We recommend using Walchem Controllers to manage real-time chemical injection based on flow and conductivity data. Additionally, biocide application prevents the growth of biofilms that can choke the feed spacers. These automated systems ensure that chemical consumption is optimized while protecting your capital investment.
Explore our full range of industrial water treatment chemicals and antiscalants to optimize your pre-treatment performance.
Containerized RO Plants: Modular Solutions for 2026
Logistical constraints in remote oilfields and mining sites often make traditional stick-built infrastructure impractical. Containerized Reverse Osmosis Plants offer a plug-and-play alternative that bypasses lengthy on-site construction schedules. These systems arrive at the site pre-assembled, factory-tested, and housed within standard shipping containers. This modularity allows for rapid deployment, ensuring that reverse osmosis for produced water treatment can begin within days of delivery. For operators facing 2026 regulatory deadlines, this speed is a critical advantage in maintaining compliance without interrupting production cycles.
Environmental durability is a core feature of these modular units. Industrial enclosures are climate-controlled to protect sensitive high-pressure pumps and membrane arrays from extreme ambient temperatures. Modern systems also integrate advanced remote monitoring and SCADA (Supervisory Control and Data Acquisition) platforms. These digital tools allow engineers to monitor flux rates, salt passage, and chemical dosing levels from a central office. This capability is vital for remote operations where on-site technical expertise may be limited, providing a layer of operational security that ensures the system remains within its specified performance parameters.
Engineering Custom Mobile RO Units
Mobile systems must be engineered to handle the variable feed water quality discussed in previous sections. A standardized 20ft or 40ft container footprint provides enough space to house the entire treatment train, including pre-filtration, high-pressure pumping, and the RO membrane racks. Engineering these units requires a deep understanding of the hydraulic loads and chemical aggressive nature of oilfield brine. For a broader look at how these systems fit into a comprehensive facility plan, refer to our Industrial Water Treatment Systems Pillar. This modular approach allows for scalability, as multiple containers can be manifolded together to increase total capacity as field requirements grow.
Procurement and Maintenance for Remote Sites
Successful remote operation depends on a robust supply chain for critical spares. Operators must maintain an on-site inventory of replacement membranes, seals, and filter cartridges to prevent extended downtime. Logistical competence is a signature of a reliable industrial partner. Beyond hardware, site safety remains a priority during maintenance cycles. Ensure your team has access to the correct PPE collections, including chemical-resistant gloves and eye protection for handling antiscalants and CIP chemicals. Effective management of reverse osmosis for produced water treatment in 2026 requires this combination of high-performance hardware and disciplined maintenance protocols to ensure long-term reliability in the world's most demanding environments.
Optimizing Produced Water Recovery for 2026 and Beyond
Achieving operational efficiency in 2026 requires a rigorous approach to desalination and resource recovery. Success depends on the integration of high-pressure mechanics with robust pre-treatment trains designed to protect your membrane investment. You've seen how containerized systems provide the modularity needed for remote oilfield sites while meeting strict environmental discharge standards. Implementing reverse osmosis for produced water treatment requires specialized hardware that can withstand aggressive chemical environments and high osmotic pressures over long service intervals.
Water Services, Inc. has provided engineered solutions since 1994. We maintain a footprint of global installations across Africa, the Middle East, and the Americas. As an authorized distributor of Goulds, FilmTec, and Hydranautics, we supply the precise technical components required for reliable system performance. Our containerized plants arrive pre-tested and ready for immediate deployment in the world's most demanding industrial zones. Consult with Water Services, Inc. for Custom Containerized RO Solutions and secure your facility's environmental compliance today. We look forward to supporting your next water management project.
Frequently Asked Questions
Can RO remove 100% of oil from produced water?
Reverse osmosis membranes cannot remove 100% of oil and will fail if exposed to bulk hydrocarbons. Pre-treatment stages like CPI and DAF must reduce oil and grease concentrations to less than 0.1 mg/L before the water reaches the RO array. RO is a desalination technology designed to remove dissolved solids, not a primary oil separator. Proper upstream filtration is the only way to protect the membrane from irreversible fouling.
What is the maximum TDS level an RO system can handle in 2026?
Modern high-pressure RO systems typically manage Total Dissolved Solids (TDS) levels up to 45,000 mg/L. Specialized High-Pressure Reverse Osmosis (HPRO) configurations can extend this range to 70,000 mg/L by utilizing feed pressures exceeding 1,200 psi. When concentrations exceed these limits, the osmotic pressure becomes too high for standard membrane elements. At that point, operators must consider brine concentrators or thermal evaporation to achieve further volume reduction.
How often do membranes need to be replaced in produced water treatment?
Membrane elements in produced water service typically require replacement every 18 to 36 months. This interval is significantly shorter than the five-year lifespan seen in municipal applications due to aggressive oilfield chemistry. Performance monitoring is essential. When salt passage increases by 15% or normalized flux drops by 10%, the membranes have reached their functional limit. Consistent chemical cleaning and high-quality pre-treatment are the primary factors that extend this replacement cycle.
Does produced water RO require specialized high-pressure pumps?
Yes, reverse osmosis for produced water treatment requires high-head centrifugal pumps capable of generating significant feed pressure. Overcoming the osmotic pressure of concentrated brine often necessitates pressures between 800 and 1,200 psi. Because produced water is highly corrosive, these pumps must feature wetted parts made from super duplex stainless steel or high-nickel alloys. Standard cast iron or 304 stainless steel pumps will fail rapidly in these high-salinity industrial environments.
What are the environmental regulations for produced water discharge?
Discharge is primarily governed by EPA 40 CFR 435 Subpart E and state-level wastewater permitting frameworks. In 2026, the EPA is implementing revised effluent limitations that target specific contaminants in oil and gas extraction waste. Additionally, the Texas Commission on Environmental Quality (TCEQ) and the Bureau of Land Management (BLM) have established new rules for water reuse. Operators must ensure treated water meets these evolving standards before any surface discharge or land application occurs.
Can treated produced water be used for agricultural purposes?
Treated produced water can be used for irrigation if it meets strict standards for Sodium Adsorption Ratio (SAR) and boron levels. Reverse osmosis for produced water treatment effectively reduces these constituents to safe thresholds for specific soil types and livestock. However, agricultural reuse is strictly regulated by state agencies. Operators must secure land application permits and conduct frequent soil monitoring to prevent long-term salinization or heavy metal accumulation in the food chain.
While industrial reuse focuses on field applications, the intersection of water purity and plant health is equally critical in controlled environment agriculture; to explore professional-grade tools for these settings, you can discover Discount Hydro and their range of hydroponic supplies.
How does temperature affect RO performance in oilfield applications?
Higher feed water temperatures increase membrane permeability, which lowers the required feed pressure but also increases salt passage. Produced water often exits the wellhead at temperatures exceeding 40°C. While this improves energy efficiency, temperatures above 45°C can cause structural damage to standard polyamide membranes. Cooling systems or heat exchangers are often necessary to stabilize the feed temperature, ensuring the system operates within the manufacturer's specified thermal limits for optimal rejection.
What is the cost-benefit of renting vs. buying a mobile RO plant?
Renting a mobile RO plant is a strategic choice for short-term remediation or pilot testing where CAPEX is limited. It shifts maintenance and membrane replacement costs to the service provider. Buying is more cost-effective for permanent production sites where the installation will remain for over three years. While buying requires a higher initial investment, it offers lower long-term operational costs and gives the operator total control over the system's configuration and output.
0 comments