
What if the brine stream currently filling your evaporation ponds is actually a recoverable resource rather than a costly liability? Mining engineers recognize that traditional disposal methods are hitting a regulatory and financial ceiling. You're likely already feeling the pressure of rising land costs and the operational constraints caused by equipment scaling in high-sulfate environments.
This guide provides a technical roadmap for implementing high-recovery brine management in mining operations to ensure your site remains compliant with 2026 ESG standards and groundwater regulations. We'll show you how to reduce brine volume and maximize water recovery using advanced membrane technologies. You'll learn the specific engineering protocols for integrating modular Zero Liquid Discharge systems and selecting antiscalants that perform under extreme conditions.
Key Takeaways
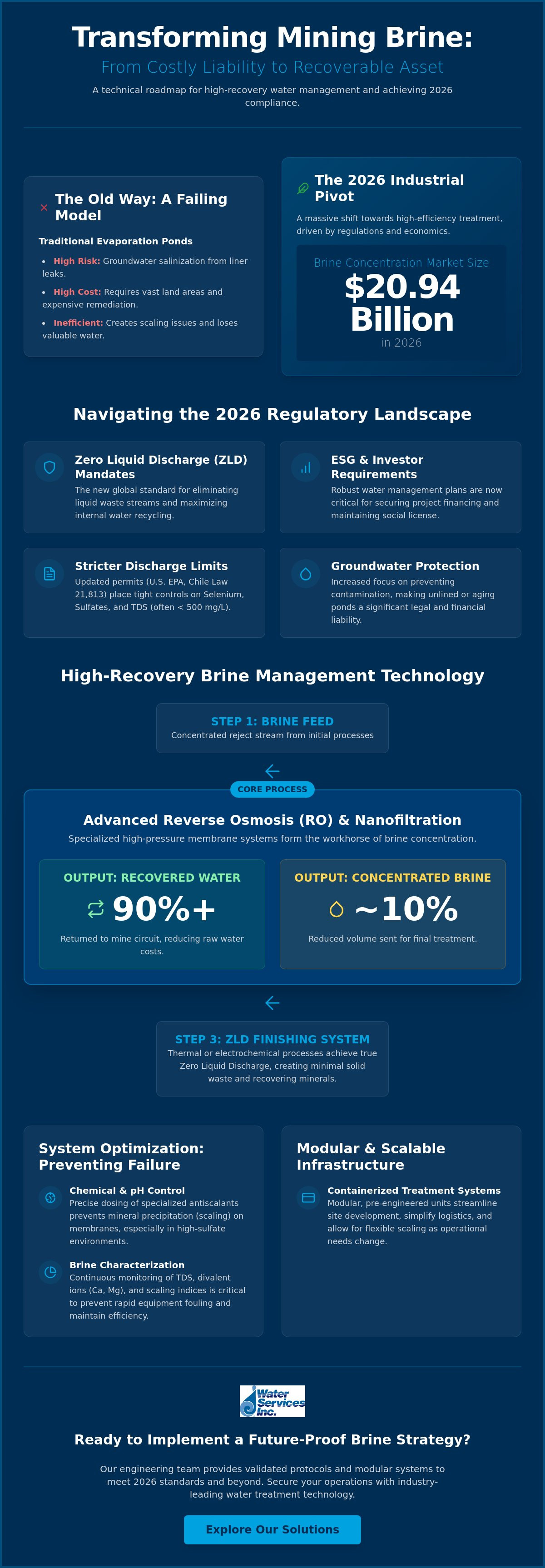
- Navigate 2026 Zero Liquid Discharge (ZLD) mandates and updated groundwater protection standards that define modern industrial compliance requirements.
- Implement high-recovery reverse osmosis and mechanical vapor recompression strategies for effective brine management in mining operations.
- Prevent mineral precipitation and equipment scaling in high-sulfate environments through precise pH control and specialized chemical antiscalants.
- Streamline site development using containerized treatment infrastructure that allows for modular scaling and simplified logistical integration.
- Achieve 2026 ESG benchmarks by recovering process water and minimizing concentrated waste volumes through validated engineering protocols.
The 2026 Regulatory and Environmental Landscape of Mining Brine
Mining brine is the concentrated reject stream generated by reverse osmosis (RO) or ion exchange processes. It contains high levels of Total Dissolved Solids (TDS), often including elevated concentrations of sulfates, chlorides, and heavy metals. Effective brine management in mining operations begins with a precise definition of this waste stream. To establish a technical baseline, one might ask, what is brine? In the mining sector, it's the specific byproduct that limits a facility's water recovery potential and dictates the complexity of the treatment train. Managing this stream is critical because it represents both a significant environmental risk and a potential resource for mineral recovery.
The global mining industry is rapidly adopting Zero Liquid Discharge (ZLD) mandates in 2026. This transition is driven by the need to eliminate liquid waste and maximize internal water loops. The brine concentration technology market has reached $20.94 billion in 2026, signaling a massive industrial pivot toward high-efficiency treatment systems. Traditional evaporation ponds are no longer the default solution. They're increasingly viewed as liabilities due to their large land requirements and the risk of groundwater salinization from liner degradation. Seepage from these ponds can lead to long-term environmental damage and substantial legal costs.
Implementing robust brine management in mining operations offers a clear ROI by reducing the cost of raw water acquisition. In water-scarce regions, the ability to recycle 90% or more of process water can be the difference between full production and forced curtailment. Beyond water recovery, the cost of managing brine as a waste stream is rising. Investing in high-recovery systems mitigates the long-term financial burden of site remediation and closure. It's a strategic move to protect the operational budget from fluctuating water prices and increasing disposal fees.
2026 Compliance Standards for Brine Disposal
Regulatory pressure is intensifying across all jurisdictions. The U.S. EPA has updated NPDES Multi-Sector General Permits as of early 2026, placing stricter limits on selenium and sulfate discharges. In some U.S. states, wastewater discharge limits have dropped below 500 mg/L for TDS, necessitating advanced treatment stages. In South America, Chile's Law No. 21,813, published in May 2026, establishes a rigorous framework for desalination and brine oversight. ESG reporting is now a primary factor in securing project financing. Operators must demonstrate robust water management plans to satisfy investor requirements and local community standards regarding groundwater protection.
Characterizing Mining Brine Chemistry
Chemical profiles in mining brines differ significantly from standard seawater or brackish well water. They often contain high concentrations of divalent ions like Calcium and Magnesium. These ions create significant scaling risks within membrane systems and require specialized water treatment chemicals to manage. We categorize these streams based on their TDS levels and specific mineral scaling indices. The concentration factor in mining RO systems defines the ratio of feedwater to concentrate volume, and it directly determines the final volume of brine that requires disposal or further treatment. Precision in monitoring these chemical balances is the only way to prevent rapid equipment fouling.
Core Technologies for Brine Minimization and Recovery
Effective brine management in mining operations relies on a multi-stage technological approach to achieve high water recovery. As the global brine concentration market grows to $20.94 billion in 2026, engineers are moving beyond simple disposal toward resource recovery. The current standard involves a primary concentration stage followed by a thermal or electrochemical finishing stage. This hierarchy ensures that the maximum volume of process water is returned to the mine circuit. It reduces the reliance on external water sources and minimizes the environmental footprint of the operation. It's a strategic shift that aligns with both operational efficiency and modern ESG mandates.
Advanced RO and Nanofiltration for Brine Concentration
High-pressure reverse osmosis (RO) is the workhorse of modern brine minimization. These systems utilize specialized membranes to reduce concentrate volumes by up to 90% before secondary treatment. When selecting components, comparing FilmTec vs Hydranautics RO Membranes is critical for technical teams. FilmTec elements often provide high salt rejection in high-flux environments. Certain Hydranautics membranes excel in fouling resistance for challenging feedwater containing organic matter. Energy recovery devices (ERDs) are now a necessity to meet 2026 efficiency standards. These devices capture hydraulic energy from the high-pressure concentrate stream and transfer it back to the feedwater. This significantly lowers the overall energy footprint of the treatment plant.
Thermal Brine Treatment: Evaporation and Crystallization
Mechanical Vapor Recompression (MVR) is the gold standard for sites where liquid discharge is prohibited. MVR units operate by recycling the latent heat of evaporation. This provides a more energy-efficient alternative to traditional multi-stage flash thermal processes. This technology is essential for managing the final concentrate volume that RO systems can't process due to osmotic pressure limits. The resulting solid salt waste presents a new opportunity for valorization. With high-purity sodium chloride production costs estimated at $25 to $35 per dry ton and market prices reaching up to $120 in 2026, salt recovery can offset a portion of the plant's operational expenditures. Maintaining these complex thermal systems requires reliable fluid handling, such as high-performance Goulds Water Technology Pumps designed for abrasive brine environments.
Alternative technologies like Electrodialysis Reversal (EDR) are gaining traction for high-silica and high-sulfate brines. EDR uses an electrical field to move ions across membranes. This makes it less susceptible to the physical scaling that plagues pressure-driven systems. Regardless of the chosen technology, success depends on adhering to best practices for mine water treatment. This includes implementing precise chemical dosing to prevent mineral precipitation within the equipment. Automated controllers and high-accuracy metering pumps are vital for maintaining the delicate chemical balance required to keep these high-recovery systems operational around the clock.
Optimizing Brine Systems with Chemical and Process Control
Brine minimization is achieved through precise chemical intervention. In high-sulfate environments, mineral precipitation occurs rapidly once solubility limits are exceeded. Effective brine management in mining operations requires a proactive approach to scaling control. This involves neutralizing reactive species before they foul membrane surfaces or heat exchanger tubes. By integrating advanced brine management and water treatment solutions, operators can push concentration factors higher than previously possible. Chemical control acts as the primary safeguard for high-CAPEX equipment, ensuring that systems remain online during peak production periods.
Antiscalants and Chemical Integration
Selecting the correct Water Treatment Antiscalants and Chemicals is a site-specific engineering task. Mining brines often feature unique ratios of barium, strontium, and calcium sulfate. Standard antiscalants may fail under these extreme conditions. High-performance threshold inhibitors work by distorting crystal growth at the molecular level. This extends the operational life of RO membranes and reduces the frequency of Clean-In-Place (CIP) cycles. For remote mining sites, managing chemical inventories requires robust logistical planning. Concentrated formulations are preferred to minimize shipping volumes and storage footprints. Pulsafeeder metering pumps are utilized to deliver these chemicals with milliliter-level precision. This prevents over-dosing, which can be as detrimental to system health as under-dosing.
Automated Control and Monitoring
Autonomous process management is now the industry standard for 2026. Deploying Walchem Controllers allows for real-time adjustments based on fluctuating feedwater chemistry. These units manage precision dosing pumps to maintain optimal pH levels. This is critical for maximizing silica solubility and preventing mineral precipitation in high-TDS environments. Signet flow sensors provide the data needed to track brine-to-permeate ratios with high accuracy. This ensures the system operates within its design envelope to prevent catastrophic scaling events.
Real-time monitoring of TDS and conductivity provides immediate feedback on system performance. When conductivity spikes occur, automated blowdown or diversion protocols protect downstream hardware. Remote telemetry enables technical teams at off-site headquarters to monitor brine system health through secure data links. This reduces the need for constant on-site supervision while maintaining high reliability. Precision dosing reduces chemical waste, directly lowering operational expenditures. It also ensures that effluent streams remain within the strict 2026 ESG compliance bounds required for modern permitting.
Engineering Modular Brine Management Infrastructure
Modular infrastructure represents the most efficient deployment model for brine management in mining operations in 2026. Containerized reverse osmosis plants allow for rapid site commissioning, often reducing installation timelines by 40% compared to traditional stick-built facilities. These units are engineered for "plug-and-play" integration, making them ideal for remote sites with limited local labor and logistical constraints. The engineering design follows a logical flow: intake from tailings or process circuits, multi-media pre-filtration, high-pressure concentration, and final brine management. Selecting high-durability materials like super-duplex stainless steel or high-density polyethylene (HDPE) is mandatory to withstand the corrosive nature of concentrated salt solutions.
The logistical advantages of mobile units extend to site expansion and decommissioning. As a mine's production capacity increases, additional treatment modules can be added in parallel without redesigning the entire water circuit. When the mine life ends, these containerized assets are easily relocated to new projects, preserving capital investment. This flexibility is a core requirement for meeting 2026 ESG standards, which favor adaptable and low-impact infrastructure solutions.
Pumping and Fluid Movement in Brine Circuits
Handling concentrated mine water requires specialized hardware capable of moving high-density, abrasive fluids. Selecting Goulds Water Technology Pumps ensures the hydraulic reliability needed for continuous 24/7 operation in demanding environments. Engineers must perform precise Net Positive Suction Head (NPSH) calculations to account for the increased density and vapor pressure of brine, which differs significantly from standard freshwater parameters. Horizontal split-case pumps are often preferred for high-volume brine transfer because they allow for easier maintenance of internal components without disturbing piping connections. This design minimizes downtime during seal replacements or impeller inspections.
System Health and Pressure Monitoring
Maintaining the integrity of a modular plant requires constant data feedback from the fluid circuit. Utilizing Ashcroft Pressure Gauges allows engineers to detect membrane scaling early by monitoring differential pressure across the treatment stages. A sudden increase in pressure often indicates mineral precipitation, signaling the need for an immediate Clean-In-Place (CIP) cycle to protect expensive RO elements. Protecting personnel is equally critical during these maintenance events. Facilities must provide adequate Personal Protective Equipment (PPE) for technicians handling concentrated acids, caustic cleaners, or antiscalants.
Containerized plants also require specialized environmental engineering for extreme climates. This includes heavy-duty insulation and integrated HVAC systems to prevent chemical freezing in arctic conditions or component overheating in desert environments. This holistic approach to modular design ensures that the treatment infrastructure remains as resilient as the mining operation it supports. To source verified components for your next project, explore our inventory of industrial brine management hardware.
Water Services, Inc.: Global Leaders in Mining Brine Solutions
Water Services, Inc. provides the engineering expertise and hardware required to execute complex brine management in mining operations. As regulations tighten, operators need more than just equipment; they require a partner capable of navigating the technical and logistical hurdles of Zero Liquid Discharge. We offer comprehensive Mining Wastewater Treatment Solutions tailored to site-specific chemistry. This includes everything from initial feasibility studies to the deployment of high-recovery membrane systems. Our focus remains on industrial reliability and the functional value of our equipment to ensure long-term site stability.
Our technical consulting team assists with 2026 regulatory compliance and ZLD implementation. For sites needing data before full capital commitment, we provide rental and leasing options for temporary dewatering or pilot brine studies. These mobile units allow engineers to validate recovery rates and chemical consumption in real-world conditions. This data-driven approach ensures that final plant designs are optimized for the specific mineralogical profile of the site. It minimizes the risk of unforeseen scaling or fouling issues during full-scale operation. We prioritize precision and technical integrity to protect your operational budget.
Direct Equipment Sourcing for Mining Operations
We maintain a robust inventory of Tier 1 components to support rapid site maintenance and minimize downtime. This includes immediate availability of FilmTec and Hydranautics RO membranes for high-TDS applications. We stock critical replacement parts for Goulds pumps and Walchem controllers, ensuring that logistics don't delay your production schedule. Our technical support team provides expert guidance for commissioning new plants and managing long-term maintenance cycles. We prioritize transparency and technical focus in every transaction to build lasting industrial partnerships.
A Proven Track Record in Remote Site Engineering
Our engineering teams have successfully deployed water treatment infrastructure across Africa, South America, and the Middle East. These modular systems are designed for the rigors of the global mining industry, where environmental conditions and logistical access are often extreme. We understand the necessity of technical integrity in every component we supply. Our personality is that of a seasoned industrial expert who values efficiency and precision in every project. We understand the demanding commercial environments our clients face every day.
Consult with our engineers for a custom brine management solution to ensure your facility meets the highest standards of operational efficiency and 2026 compliance.
Securing Your 2026 Brine Management Infrastructure
Successful brine management in mining operations requires a precise alignment of high-recovery membrane technology and automated process control. The 2026 regulatory landscape mandates a transition away from traditional disposal toward Zero Liquid Discharge (ZLD) protocols. Engineers can maximize water recovery while protecting site profitability by integrating modular treatment units with specialized antiscalants and real-time monitoring. These systems provide the technical reliability needed to handle the corrosive and abrasive nature of concentrated mine waste streams.
Water Services, Inc. has supported global mining installations since 1994. We operate as an authorized distributor for Goulds, FilmTec, and Walchem, specializing in 2026 ZLD compliance engineering for demanding industrial environments. Our logistical capabilities ensure that Tier 1 components reach remote sites without delay. You can rely on our seasoned expertise to maintain technical integrity across your entire fluid circuit. We understand the rigors of commercial mining and the necessity of durable, high-performance hardware.
Shop Industrial Brine Management Components to source the hardware required for your next compliance upgrade. Implementing these engineering standards today ensures your operation remains resilient against future water scarcity and evolving environmental oversight.
Frequently Asked Questions
What is the primary difference between brine and tailings water?
Brine is the concentrated reject stream from membrane processes like reverse osmosis, while tailings water is the liquid byproduct of mineral extraction and ore processing. Brine typically contains significantly higher levels of Total Dissolved Solids (TDS) and specific mineral concentrates. Effective brine management in mining operations distinguishes these streams to apply the correct treatment technology. Tailings are often managed in large impoundments, whereas brine requires high-pressure filtration or thermal concentration.
How does Zero Liquid Discharge (ZLD) work in a mining context?
Zero Liquid Discharge (ZLD) works by recycling all process water and leaving only solid waste. The process starts with high-recovery reverse osmosis to minimize volume. This is followed by thermal evaporation and crystallization to recover the remaining water and produce dry salt solids. This approach eliminates the need for liquid discharge permits and protects local groundwater from potential contamination. It's a critical strategy for meeting 2026 ESG benchmarks in water-scarce regions.
What are the most common causes of RO membrane fouling in brine management?
Mineral scaling is the most frequent cause of membrane fouling in mining environments. High concentrations of calcium sulfate, barium, and silica reach their solubility limits during the RO process and precipitate on membrane surfaces. This leads to increased differential pressure and reduced flux. Proper pretreatment and the use of specialized antiscalants are critical to preventing these deposits. Regular cleaning cycles help maintain the operational life of your membrane elements under these harsh conditions.
Can mining brine be repurposed for other industrial uses?
Repurposing mining brine is becoming a standard practice through mineral valorization. Operators can recover high-purity sodium chloride or critical minerals like lithium from concentrated streams. In 2026, the market price for dry salt ranges from $65 to $120 per ton, providing a potential revenue stream to offset treatment costs. This turns a waste liability into a commercial asset while achieving sustainability goals and reducing the total volume of waste for disposal.
How do 2026 EPA regulations impact brine disposal in evaporation ponds?
The 2026 EPA regulations and updated NPDES permits impose stricter limits on selenium, sulfate, and TDS discharges. These rules make traditional evaporation ponds more difficult to permit due to groundwater salinization risks. New standards require more robust liner systems and continuous monitoring. Many operators are moving toward ZLD systems to avoid the long-term liability and high land costs associated with large-scale pond disposal in environmentally sensitive areas.
What type of pump is best for handling high-TDS mining brine?
Corrosion-resistant centrifugal pumps, specifically horizontal split-case models, are the industry standard for high-TDS brine. Materials like super-duplex stainless steel are necessary to withstand the abrasive and corrosive nature of concentrated salts. Brands like Goulds Water Technology offer specialized hydraulics designed for these high-density fluids. Engineers must ensure the pump's mechanical seals and impellers are rated for the specific chemical profile and density of the site's brine stream.
How often should chemical dosing levels be adjusted in a brine system?
Chemical dosing levels should be adjusted in real-time using automated controllers to account for feedwater fluctuations. While manual checks should occur daily, systems like Walchem controllers use sensors to modify antiscalant and pH adjustment rates instantly. This precision prevents under-dosing, which causes scaling, and over-dosing, which wastes expensive chemicals. Constant monitoring ensures the system operates within its optimal chemical design envelope to maintain peak water recovery rates.
Are modular brine treatment plants suitable for high-altitude mining sites?
Modular brine treatment plants are specifically engineered for the rigors of high-altitude and extreme climate mining sites. These containerized units include integrated HVAC systems and heavy-duty insulation to protect sensitive membranes and electronics from low temperatures. The compact footprint and "plug-and-play" design allow for easier transport to remote mountain locations. They provide a reliable solution for brine management in mining operations where traditional on-site construction is logistically impossible.
0 comments